
011.焊接接头的多样性
1.1 接头类型与选择
焊件的厚度,在焊接过程里会影响所采用的接头型式和坡口设计,其整体结构同样会产生影响,使用环境也不例外。常见的焊接接头型式有对接接头,还包括T形接头、角接接头以及搭接接头等。其中,对接接头因简单,且能承受较高应力,故而广为应用,所以在各种焊接结构中最为普遍。
对于钢板厚度小于6mm的情况,除非是涉及关键结构的,否则一般是无需开设坡口的。当有两块厚度不一样的钢板需要对接时,要是厚度差没有超过规定范围,那么可参照较厚板的尺寸;要是厚度差超过规定范围,那就需要在厚板上进行单面或许双面削薄处理,要保证削薄长度最少达到3倍的厚度差。
1.2 角接及搭接接头细节
有一种接头形式叫角接接头,它是指两焊件端面间夹角大于30度,同时还小于135度,且这种接头形式因结构简单,常被用于承载要求不高的结构之中,并成为一种常见的接头连接方式。还有一种接头形式是T形接头,它是指一个工件的端面与另一个工件的表面之间构成直角;或者是构成近似直角,这种接头形式常用于钢结构里的梁与柱的连接,而成为钢结构连接中常用的接头方式之一。
在另外一类接头当中,两件工件的部分区域彼此相互重叠,这样的接头叫做搭接接头,它的特点是有着明显的重叠部分。搭接接头类型包含不开坡口,圆孔内塞焊,长孔内角焊,一共有三种类型。
![图片[1]-揭秘焊接接头与焊缝尺寸的多样性及关键要求-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771595483852_0.webp)
![图片[2]-揭秘焊接接头与焊缝尺寸的多样性及关键要求-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771595483852_1.webp)
022.焊缝坡口的形式与尺寸
2.1 坡口形式与选择
![图片[3]-揭秘焊接接头与焊缝尺寸的多样性及关键要求-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771595483852_2.png)
焊缝的准备形状称作坡口,它能分成多种形式,像是I形、V形、Y形、双Y形、U形、双U形、单边V形、双单边Y形和J形等。V形坡口以及Y形坡口因加工跟施焊的便捷性受到了青睐,不过要留意,这两种坡口焊后可能出现角变形。焊件厚度增加时,双Y形坡口能够作为一种优化选择,它在减少焊缝金属量的同时,还可以实现对称施焊,进而减小焊后的残余变形。
![图片[4]-揭秘焊接接头与焊缝尺寸的多样性及关键要求-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771595483852_3.webp)
2.2 坡口几何尺寸
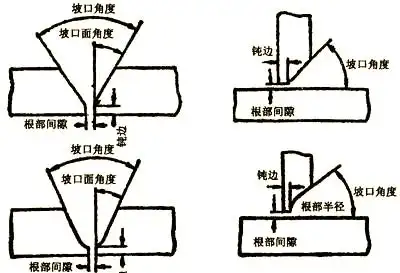
涉及多个关键参数的坡口的几何尺寸,包含坡口面,包括坡口面角度、坡口角度,还有根部间隙、钝边,当然也有根部半径以及更多诸如此类;关乎焊缝的质量还有强度的这些尺寸的选择,比如根部间隙的预留是保障打底焊时根部使其能够焊透,钝边的设置能起到有效防止根部烧穿此种现象发生的作用。
![图片[5]-揭秘焊接接头与焊缝尺寸的多样性及关键要求-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771595483852_4.webp)
033.焊接位置的种类
焊件接缝处于熔焊过程里的空间位置,被称作焊接位置,此位置能借由焊缝倾角及焊缝转角加以描述,常见焊接位置含平焊、立焊、横焊、仰焊等别类,不同焊接位置得采用适配焊接方法,以此来保障质量和效率。
![图片[6]-揭秘焊接接头与焊缝尺寸的多样性及关键要求-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771595483852_5.webp)
044.焊缝形式与形状尺寸
4.1 焊缝形式分类
![图片[7]-揭秘焊接接头与焊缝尺寸的多样性及关键要求-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771595483852_6.png)
符合该GB/T 3375—94标准的焊缝形式,被划分成对接焊缝、角焊缝、塞焊缝、槽焊缝以及端接焊缝,还有另外一种情况,存在依据施焊时于空间所处在的位置,进而划分成平焊缝、立焊缝、横焊缝及仰焊缝这四种形式。
4.2 焊缝形状尺寸
焊缝的关键尺寸内含着焊缝宽度,以及余高,还有熔深,另外还有焊缝厚度等,这些尺寸呀,不但会对焊缝的强度造成影响,而且在外观方面扮演着关键的角色呢。
![图片[8]-揭秘焊接接头与焊缝尺寸的多样性及关键要求-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771595483852_7.webp)
055.焊缝符号表示法
5.1 符号类型与布局
详细描述接头要求的焊缝符号系统,是凭借基本符号、辅助符号以及补充符号来达成的。其中,指引线一般是由箭头线和基准线一同构成的,而基准线包含一条实线以及一条虚线。
5.2 箭头线与接头关系
箭头线的位置指示焊缝位置,重要在于与接头布局的对应。
5.3 基本符号位置
基本符号相对基准线的位置无特别要求,可对称展示。
![图片[9]-揭秘焊接接头与焊缝尺寸的多样性及关键要求-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771595483852_8.webp)
066.焊接工艺的参数影响
6.1 电流对焊缝形状影响
![图片[10]-揭秘焊接接头与焊缝尺寸的多样性及关键要求-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771595483852_9.png)
使电流增加,致使厚度增加,并且余高增加,然而宽度变化并不显著,此乃埋弧自动焊的时候,所出现的实验观察结果。
6.2 电弧电压与速度影响
在同样的状况之下,当电弧电压一步步地升高之际,焊缝宽度会明显地拓宽开来,然而焊缝厚度以及余高却会逐渐地有所降低。并且焊接速度要是增加了,这样会使得焊缝厚度以及宽度显著地下降下去。
6.3 其他参数影响
存在多个因素会影响焊缝形状以及成形质量,这些因素包含电极直径、焊丝外伸长、倾角等,电极直径若减小,那么会使得焊缝厚度以及宽度减小,在焊丝外伸长增加其情况下,会提升电阻热,加快焊丝熔化速度,进而增加余高,另外,接头、坡口形状以及保护气体成分,同样对焊缝形状有着显著影响。
![图片[11]-揭秘焊接接头与焊缝尺寸的多样性及关键要求-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771595483852_10.webp)
![图片[12]-揭秘焊接接头与焊缝尺寸的多样性及关键要求-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771595483852_11.webp)











