

培训目标
1、掌握焊接变形的基础知识。
2、能进行试件焊前的反变形操作。
知识要求
一、焊接变形的种类及其产生的原因
构件在还没有受到载荷之前,会出现焊接变形,这是由于焊接的时候,构件局部遭受了不均匀的加热以及冷却从而引发的变形,其本质是焊缝区的压缩塑性变形。焊件因为焊接接头形式不一样,焊接位置不一样,金属板材厚度不一样,装配焊接顺序不一样等因素,会产生各种不同形式的变形。常见焊接变形的基本形式大概有六种,见表1-7。
二、焊接变形的防止措施与消除

在结构件的焊接过程中,其出现的焊接变形不仅仅会对生产工艺流程的正常开展造成影响,还会致使结构承载能力下降,进而对结构的尺寸精度与外观形状产生不良影响等诸多情况。而针对焊后矫正残余变形所涉及的工序,这一操作既费工又耗资,不仅会导致生产周期被延误,就算是提升产量也会引发产品质量不稳定等一系列不良后果。所以,依据焊接变形的不同分类情况,对结构件的焊接变形进行预测、分析、控制以及消除这样的操作,是具有十分重要意义的事。
1.控制焊接变形的设计原则
(1)选择焊接工艺性好的结构形式。
(2)设计合理的焊缝尺寸和接头形式。
(3)合理安排焊缝布局和接头位置,尽可能减少焊缝数量。
(4)选用型材等、构成最佳焊接结构。
2.控制焊接变形的工艺措施
(1)焊前预防措施
1)对反变形法而言,在焊接之前要去预测焊接变形量以及变形方向,于焊前组装的时候将被焊工件朝着跟焊接变形相反的方向实施人为的变形,借此来达成抵消焊接变形的目的,情况如同一图二二所示。
2)所谓刚性固定法,是利用夹具、支撑、专用胎具、采用定位焊等方法,把被焊工件的相互位置予以固定,通过外加刚性拘束以此减小焊件残余变形的方法这般被称作刚性固定法。此方法对角变形以及波浪变形所产生的效果颇为明显,就如同图1-23显示的这样,运用刚性固定法去焊接法兰盘,能够减小因焊接而致使产生的角变形。
3)预拉伸的方法,这种方法在薄板平面结构件方面应用较多,像壁板的焊接就是例子。在进行施焊以前呢,要先以机械方式或者通过加热的方式让薄板件实现伸长,之后再跟其他构件比如框架或者肋条进行装配并焊接在一起。这焊接是在薄板存在预张力或者有预先热膨胀量的情形下开展的。焊完之后把预拉伸或者加热去除掉,薄板就恢复到初始状态了,这样能够非常有效地降低焊接残余应力,对于控制波浪变形的效果十分显著。
(2)焊接过程中的控制措施
1)选择合理的焊接方法,采用能量密度高的热源。
2)采用合理焊接参数,减小焊接热输人。
3)限定并窄化焊接受热的面积,运用强迫冷却的方式,这也被称作散热法。散热法不适用于焊接容易淬硬的钢材,不然的话就会引发焊接裂纹。
4)采用合理的焊接装配顺序。
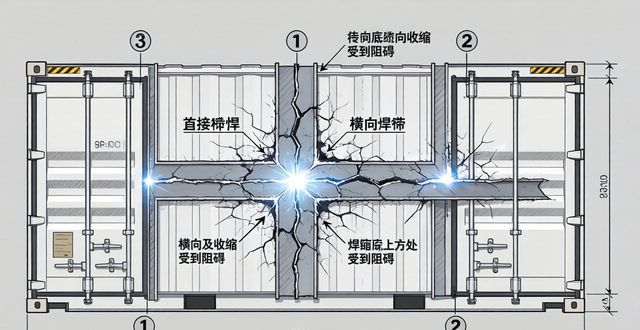
如图1 – 24所示呈现出一大型容器底板的焊接顺序,要是先去焊接纵向焊缝③,接着再焊接横向焊缝①以及②,那么焊缝①和②在横向方向以及纵向方向的收缩都会遭受阻碍,焊接应力会增大,焊缝交叉的地方以及焊缝之上都极其容易产生裂纹。
焊接长直焊缝之际,尽可能运用分段退焊或者跳焊的方式来实施焊接,这般加热时间短暂、温度较低并且分布均匀,能够减小焊接应力以及变形,像图1-25、图1-26所展示的那样。
(3)焊后矫正措施
让构件产生新变形来抵消焊接当时出现的变形,这便是矫正焊接变形的实质所在。然而,矫正焊接变形的进程常常会使构件的内应力增添,所以,在矫正焊接变形以前,最好先将焊接残余应力消除掉,不然矫正变形时构件会出现局部破裂的情况。
1)有这样一种方法,能够采用机械力或冲击能矫正法,此方法是在机械力或冲击能的作用之下,让部分金属获得延伸,进而产生拉伸塑性变形,最终使其恢复到所要求的形状,像薄板焊件容易出现波浪变形,当波浪变形超出技术要求所规定的范围时,就必须进行矫平;采用机械力或冲击能矫正法。采用机械力或冲击能矫正法是在机械力或冲击能矫正法是在机械力或冲击能的作用下使部分金属得到延伸,产生拉伸塑性变形,使其恢复到所要求的形状。
2)用来矫正的加热矫正法,加热娇正法那是利用局部加热之时,高温处材料的热膨胀会受到构件本身刚性的制约,进而产生局部压缩塑性变形,之后冷却,冷却了就产生收缩,此次收缩抵消了焊后处于该这么一位置那里的伸长变形,如此这般便达到了矫正的目的。











