
焊缝质量标准和焊缝等级分类
一、保证项目
焊接材料,要符合设计要求,以及有关标准的规定,还需检查质量证明书,还有烘焙记录。
焊工,必须经过考试,达到合格标准,再者,要检查焊工对应施焊条件的合格证,以及考核日期。
3、Ⅰ级焊缝必须经过探伤检验,其要符合设计要求,还要符合施工及验收规范的规定,之后要检查焊缝探伤报告,Ⅱ级焊缝同样如此,进行探伤检验,符合相关要求,检查探伤报告等。
4、焊缝表面,对于Ⅰ级焊缝,不得存在裂纹、焊瘤、烧穿、弧坑这类缺陷。对于Ⅱ级焊缝,不得有表面气孔、夹渣、弧坑、裂纹、电弧擦伤这些缺陷,并且,Ⅰ级焊缝不得有咬边、未焊满等缺陷。
二、基本项目
焊缝外观方面,焊缝的外形呈现出均匀的状态,任意相邻的焊道之间,以及焊道与基本金属之间,其过渡都十分平滑,并且焊渣和飞溅物均已被清除得干干净净,没有残留。
2、表面气孔方面:对于Ⅰ级焊缝,不被允许存在;对于Ⅱ级焊缝,同样不被允许存在;在Ⅲ级焊缝这儿,每50mm长度的焊缝内部,允许出现直径小于等于熔化焊透焊脚尺寸0.4倍;并且小于等于3mm的气孔2个;同时,这些气孔之间的间距要小于等于6倍气孔孔径。
3、咬边:Ⅰ级焊缝不允许。
Ⅱ 级焊缝,咬边深度要小于或等于 0.05t,并且要小于或等于 0.5mm,连续长度要小于或等于 100mm,而且两侧咬边总长要小于或等于 10%焊缝长度。
Ⅲ级焊缝:咬边深度≤0.lt,且≤lmm。
注:t 为连接处较薄的板厚。
4、 允许偏差项目。
三、成品保护
焊后,接头不准被撞砸,刚焊完的钢材不准被浇水,低温时要采取缓冷措施。
2、不准随意在焊缝外母材上引弧。
3、各种构件校正完毕之后,才可以进行施焊,并且不可以随意挪动垫铁以及卡具,从而避免造成构件尺寸出现偏差隐 蔽部位的焊缝一定要办理完毕隐蔽验收手续之后,才能够开展下道隐蔽工序。
4、低温焊接不准立即清渣,应等焊缝降温后进行。
四、 应注意的质量问题
![图片[1]-焊缝质量标准和焊缝一,二,三级分类全在这里了!-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771595836113_0.png)
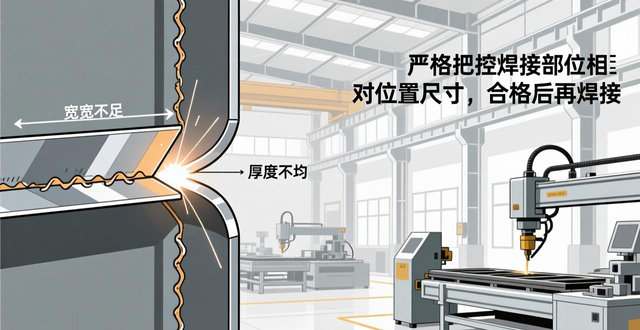
1、存在尺寸超出允许偏差的情况:焊缝的长宽出现不足,宽度亦不足,厚度同样不足,中心线发生偏移,还存在弯折等偏差,针对这些偏差,要严格把控焊接部位的相对位置尺寸,在合格之后才准许进行焊接,焊接的时候需精心去操作。
2、焊缝出现裂纹:为了防止裂纹出现,应当挑选适宜的焊接工艺参数以及施焊程序,要避免使用大电流,不能突然熄火,焊缝接头需要搭接10至15毫米,在焊接过程中不允许搬运、敲打焊件。
3、对于表面气孔,焊条要依照规定的温度以及时间去进行烘焙,焊接区域务必要清理得干干净净,在焊接过程里要挑选恰当的焊接电流,还要降低焊接速度,以此让熔池当中的气体能够完全地逸出。
焊件焊接时会出现焊缝夹渣的状况,而多层施焊的话,要一层一层地把焊渣清除得干干净净,在操作期间,运条得保证正确,电弧长度也要恰当合适,还要留意熔渣的流动方向,当采用碱性焊条的时候,必须得让熔渣留在熔池后面。
五、质量记录
本工艺标准应具备以下质量记录:
1、焊接材料质量证明书。
2、焊工合格证及编号。
3、焊接工艺试验报告。
4、焊接质量检验报告、探伤报告。
5、设计变更、洽商记录。
6、隐蔽工程验收记录。
7、其它技术文件。
焊缝等级分类及无损检测要求
焊缝要依据结构的重要程度、荷载的特性状况、焊缝的具体形式、工作所处的环境形势以及应力呈现的状态情形等,按照下述所列的原则分别去选用不一样的质量等级。
对于那些需要开展疲劳计算的构件而言,只要是对接焊缝,那就都得焊透,而其质量等级是。
受到拉长力作用的、作用力垂直于焊缝长度方向的横向对接焊缝,或者是T形对接与角接组合焊缝,在受压的时候,其等级应当是二级;而在受拉的时候,它的等级则应为一级。
2)作用力平行于焊缝长度方向的纵向对接焊缝应为二级。
处于不需要计算遭受疲劳情况的构件里头,那些凡是有着与母材等强这般要求的对接焊缝,都应当要实施焊透处理,其质量等级在构件受拉的时候,应当要不低于二级,在构件受压的时候,适宜为二级。
重级工作制的吊车梁,起重量Q≥50t时,其腹板与L冀缘之间的T形接头焊缝要求焊透,吊车析架上弦杆与节点板之间的T形接头焊缝也要求焊透,焊缝形式一般是对接与角接的组合焊缝,其质量等级不应低于二级。
![图片[2]-焊缝质量标准和焊缝一,二,三级分类全在这里了!-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771595836113_1.png)
4. 不是要求焊透的‘I’形接头所采用的角焊缝,或者是部分焊透的对接与角接组合焊缝,还有搭接连接采用的那角焊缝,它们的质量等级处在:
对于一直承受动力荷载,并且需要去验算疲劳程度的那种结构体系,还有吊车起重量等同于或者大于50t的中级工作制的吊车梁而言,焊缝的外观质量方面所遵循的标准应该是符合二级的。
2) 对其他结构,焊缝的外观质量标准可为二级。
凭借眼睛进行外观检查,裂纹检查要靠着5倍放大镜,在适宜光照条件下开展,必要之时采用磁粉探伤或者渗透探伤,尺寸测量借助量具、卡规。
焊缝外观质量应符合下列规定:
1 一级焊缝,不可以存在未焊满这种情况,也不可以存在根部收缩这种状况,更不可以存在咬边和接头不良这类缺陷,一级焊缝和二级焊缝,都不能够存在表面气孔这种缺陷,也都不可以存在夹渣这种状况,更加不可以存在裂纹和电弧擦伤这类缺陷。
二级焊缝,其外观质量,除了应当符合本条第一款所提出的要求之处,尚且还需要满足下表针对该情况所作出的有关规定。
3 三级焊缝的外观质量应符合下表有关规定
设计要求全焊透的焊缝,其内部缺陷的检验应符合下列要求:
一级焊缝,要进行百分之百的检验,其合格等级,应当是现行国家标准《钢焊缝手工超声波探伤方法及质量分级法》,也就是GB 11345中B级检验的Ⅱ级以及Ⅱ级以上。
对于二级焊缝来讲,要进行抽检,其中抽检比例需不少于20%,抽检之后,其合格等级应当是现行国家标准《钢焊缝手工超声波探伤方法及质量分级法》()中B级检验的Ⅲ级以及Ⅲ级以上。
3 全焊透的三级焊缝可不进行无损检测。
4,焊接球节点网架焊缝,其超声波探伤方法,以及缺陷分级,应符合国家现行标准,JG/T203 – 2007《钢结构超声波探伤及质量分级法》的规定。
针对5螺栓球节点网架焊缝,其超声波探伤方法,以及对于缺陷的分级,都应当与国家现行标准JG/T203 – 2007《钢结构超声波探伤及质量分级法》所规定的内容相契合。
6箱形构件隔板电渣焊焊缝无损检测结果,除了应当与-2001标准第7.3.3条的那些有关规定相互符合之外,还必须根据附录C去开展焊缝熔透宽度,以及焊缝偏移的检测工作。
7圆管,T节点焊缝,其超声波探伤方法,以及K节点焊缝的超声波探伤方法,还有Y节点焊缝的超声波探伤方法,其缺陷分级,均应符合-2001标准附录D的规定。
8,当设计文件指定要去进行射线探伤或者来做超声波探伤,然而却没办法对缺陷性质作出判断的时候,这种情况下就可以采用射线探伤来开展检测工作,以此进行验证。
9射线探伤要予以契合当前正在施行的国家标准《钢熔化焊对接接头射线照相和质量分级》,此标准编号为(GB 3323),射线照相的质量等级应当符合AB级所提出的要求,一级焊缝评定合格等级应当是《钢熔化焊对接接头射线照相和质量分级》,也就是(GB 3323)的Ⅱ级以及超过Ⅱ级的等级,二级焊缝评定合格等级应当是《钢熔化焊对接接头射线照相和质量分级》,即(GB 3323)的Ⅲ级以及超过Ⅲ级的等级。
10 以下情况之一应进行表面检测:
![图片[3]-焊缝质量标准和焊缝一,二,三级分类全在这里了!-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771595836113_2.png)
外观检查要是发现了裂纹,对于该批里头的同类焊缝,就得进行百分百的表面检测。
2)外观检查怀疑有裂纹时,应对怀疑的部位进行表面探伤;
3)设计图纸规定进行表面探伤时;
4)检查员认为有必要时。
对于铁磁性材料,要去采用磁粉探伤来做表面缺陷检测。要是确实因为结构方面的缘由,或者是材料方面的缘由,而没办法使用磁粉探伤的时候,这才可以采用渗透探伤。磁粉探伤需要符合国家现行标准《焊缝磁粉检验方法和缺陷磁痕的分级》(JB/T 6061)中所规定的内容,渗透探伤应该符合国家现行标准《焊缝渗透检验方法和缺陷迹痕的分级》(JB/T 6062)里规定的要求。磁粉探伤以及渗透探伤的合格标准要顺应外观检验相关事项的规定。
设计要求全焊透的一级焊缝,应采用超声波探伤来检验内部缺陷,当超声波探伤无法对缺陷作出判断时,要采用射线探伤,其内部缺陷分级以及探伤方法,应符合现行国家标准《钢焊缝手工超声波探伤方法和探伤结果分级》的规定,或者符合《钢熔化焊对接接头射结照相和质量分级》的规定。
焊接球节点网架的焊缝,螺栓球节点网架的焊缝,还有圆管T、K、Y形点相贯线的焊缝,它们内部缺陷分级方法以及探伤方法,应该分别去符合国家现行标准JG/T203 – 2007《钢结构超声波探伤及质量分级法》的规定,以及《建筑钢结构焊接技术规程》JGJ81的规定。一级焊缝、二级焊缝的质量等级,以及缺陷分级,要符合下表的规定。
一、二级焊缝质量等级及缺陷分级
![图片[4]-焊缝质量标准和焊缝一,二,三级分类全在这里了!-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771595836113_3.png)
因为大型空间结构应用持续增多之后,针对薄壁大曲率T、K、Y型相贯接头焊缝探伤而言,国家现行的行业标准,那本名为《建筑钢结构焊接技术规程》的JGJ81里,给出了对应的超声波探伤办法以及缺陷分级。网架结构焊缝探伤,要依照现行国家标准JG/T203 – 2007《钢结构超声波探伤及质量分级法》的规定去执行。
本规范作出规定,要求全焊透的一级焊缝要进行百分之百检验,二级焊缝的局部检验被定为抽样检验,钢结构制作通常比较长,需针对每条焊缝依照规定的百分比进行探伤等检查,并且有每处不小于二百毫米的规定之处,这对于保证每条焊缝的质量是有好处的,但是钢结构安装焊缝一般都不长,大部分焊缝属于梁与柱连接的焊缝,每条焊缝长度大多处于二百五十至三百毫米之间,采用按照焊缝条数计数来抽样检测是可行的。
对于T形接头、十字接头、角接接头等那些要求熔透的对接和角对接组合焊缝,其焊脚尺寸不能够小于t/4;要是设计存在疲劳验算要求的吊车梁或者类似构件的腹板与上翼缘连接焊缝,那么其焊脚尺寸是t/2,并且不应该小于10mm。而焊脚尺寸的允许偏差是0到4 mm。
检查数量这边是,资料要进行全数检查,对于那种同类的焊缝,要抽查百分之十,并且这个数量不应该少于三条。
检验方法:观察检查,用焊缝量规抽查测量。
特别说明,上述提及的,针对那 T 型、十字型与角接接头这类,有着焊透要求的对接与角接组合焊缝,为达减少应力集中之目的,与此同时还要避免存有过大的焊脚尺寸,故而参照了国内外有关规范的规定内容,但此规定是为确定对于静载结构以及动载结构的不同焊脚尺寸的要求。
2. 焊缝的表面,不可以存在裂纹、焊瘤这类缺陷。一级、二级的焊缝,不允许出现表面气孔、夹渣、弧坑裂纹、电弧擦伤这些缺陷。并且,一级焊缝不准许有咬边、未焊满、根部收缩等缺陷。
进行数量检查时,针对每一批次的同类构件,要抽查其中的百分之十,并且这个数量不能少于三件;在被抽查的这些构件里,对于每一类型的焊缝,要按照焊缝条数去抽查百分之五,而且这个数量不能少于一条;针对每一条焊缝,要检查其中的一条,整体抽查的数量总计起来同样不能少于十处。
对于检验方法,可采用观察检查,或者运用放大镜、焊缝量规以及钢尺予以检查,要是存在疑义的那会儿,那就采用渗透亦或是磁粉探伤检查。
说明:以上考量不同质量等级的焊缝承载要求各异,凡属极大影响焊缝承载能力的缺陷皆为严禁的,此条针对极大影响焊缝承载能力的外观质量要求归入主控项目,且给出了外观合格质量要求。鉴于一、二级焊缝的重要程度,对于表面气孔、夹渣、弧坑裂纹、电弧擦伤有着特定不允许存在的要求,咬边、未焊满、根部收缩等缺陷对动载影响颇为巨大,所以一级焊缝不得存有该类缺陷。










