
一、不锈钢抛光工艺
先有两大步骤,一为打磨,二是出光。打磨环节旨在去除焊点,让工件表面粗糙度达R10um,以此为后续出光工序打基础。打磨过程含三个工序,粗磨、半精磨以及精磨,还涉及两个侧面与一个棱边的处理。此过程中会用九个抛光机,借助二十七个调节机构做精细调整,来确保打磨效果达理想状态。
1、首先,要对进入抛光工序的工件给予细致的目视查看,以此来检查是不是存在像焊缝处出现漏焊情况、焊穿现象、焊点的深浅呈现不均匀状况、偏离接缝距离过远、局部位置有凹陷、对接的时候不整齐等这类没办法在后续工序里边进行弥补的缺陷。一旦觉察到上述那些问题,那就应当马上返回到上一道工序去做修整。要是不存在上述那些缺陷,那么就能够进入到抛光工序。
2、粗磨阶段的时候,要使用600#砂带,在工件的三个面上,进行往返磨削,其目标在于,去除焊接所留下的焊点,以及上道工序产生的碰伤,与此同时,要让焊口圆角初步形成形状,还要确保水平面以及垂直面,不存在大的划痕和碰伤情况。需要注意控制,砂带机的倾斜角度,和压力,使其与被抛面成一直线,这样才合适。
3、半精磨阶段,运用800#砂带,依照粗磨方法,对工件的三面展开磨削操作,进而进一步修正接缝,并且细磨粗磨所产生的印痕,迄至工件表面不存在划痕且变得光亮。在本阶段,表面粗糙度需要达到R0.4mm,与此同时,要留意避免产生新的划痕以及碰伤。
4、进入精磨阶段,要运用1000#砂带,去修正前阶段所出现的细小纹线,其目标在于使磨削部分跟未磨削部分的接缝基本上消失掉,还要进一步提升工件的表面光亮程度,以此达到镜面效果,在本阶段,表面粗糙度应当达到R0.1mm。
5、说到砂带进行更换,通常来讲,600#的砂带能够对长工件进行抛磨,数量在6到8根,800#的砂带可以抛磨4到6根,然而1000#的砂带就能够抛磨1到2根。不过具体的更换频率要依据工件的焊接状况、抛光时的压力以及打磨所采用的方式等多种综合因素来确定。另外,在更换砂带的时候一定要保证它在海绵轮上能够平稳地转动,以此来确保对工件进行均匀地磨削。
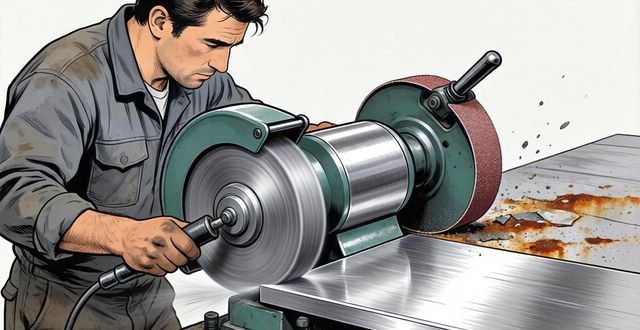
需说明的是,对于打磨三面,焊接件要以焊接棱边作为界限,打磨水平的那一面,还要打磨竖直的那一面,总共是进行三面的打磨操作。具体的打磨示意图形如同后面所附的图片来展示。
![图片[1]-一、不锈钢抛光工艺-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/04/1775051969201_0.png)
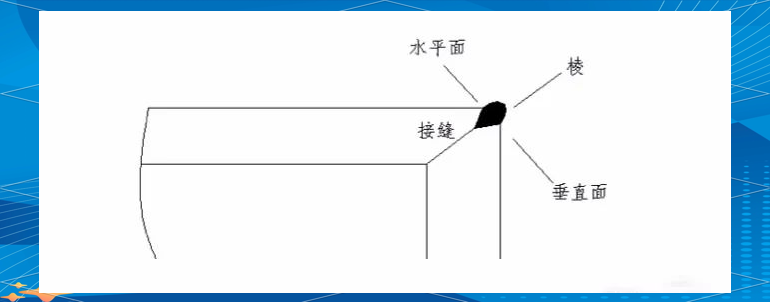
有关九个抛光机的示意图,在抛光的那个工序里,我们运用三个砂带机去构成一个工序,这个工序也被叫做一组,是要针对工件的三面开展打磨工作的。要留意啊,在实际操作的进程当中,后一组砂带机的打磨起始位置应该比前一组往前推进1至1.5mm。如此这般的设计目的在于保证后一组抛光机能够更高效地清除前一组所留下的抛光印痕,进而提高工件的整体抛光质量。
![图片[3]-一、不锈钢抛光工艺-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/04/1775051969201_2.png)
![图片[4]-一、不锈钢抛光工艺-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/04/1775051969201_3.png)
在每个砂带机那儿,有二十七个调节机构,其中有前后调节机构,还有上下调节机构,另外还有砂带机角度调节机构配备着在上面得以确保能精准控制抛光效果,依据工件焊接的具体状况,最终组合而成的那种设备有可能涵盖三至四个机组,每一个机组都配备着专门针对特定抛光目的而设计出来的砂带,在设备启动之前,要借助抛光机调节机构针对每个砂带机的抛光位置、角度以及压力去进行精细的调节,以此确保每一台机器都处于最佳的工作状态。特别地,有一个调节机构跟光电开关连接着,它能依据工件的位置信号开展智能控制,进而防止打磨时两端磨削量过大的问题。比如说,砂带机角度调节机构在察觉到工件进入其下方之际,会开启抬起动作,等工件抵达特定位置后再落下,接着启动抛光工作。当抛光快要结束之时,检测机构同样会发出信号,调节机构会通过气动控制砂带机抬起,等工件通过后再次落下,如此便能有效防止不锈钢方管两端抛磨过量的情形。
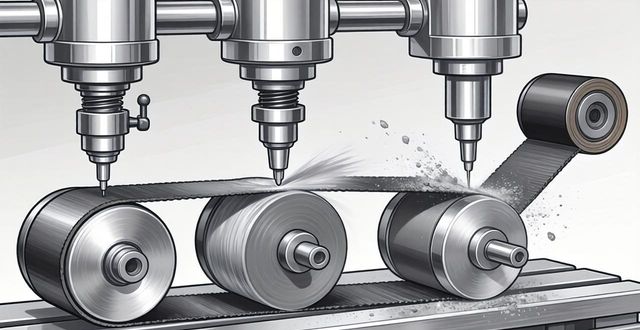
打磨的方式方法:
![图片[5]-一、不锈钢抛光工艺-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/04/1775051969201_4.png)
让砂带机所配备的大海绵轮把工件牢牢地压住,进而对其展开打磨,在打磨期间,能够灵活地让砂带机或者工件自身水平移动,以此逐个消除由焊接而产生的焊点。
![图片[6]-一、不锈钢抛光工艺-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/04/1775051969201_5.png)
二、出光工序

出光工序的诉求是,把经过打磨操作的不锈钢工件予以镜面处理,进而达成此工件的镜面效果,该工艺重点划分为两个步骤,分别是打蜡与擦亮,在这一进程当中,我们会运用到两个电机,两个羊毛轮,还有大青腊以及布等工具,接下来,我们会针对这两者工艺的具体内容展开详细论述注明。
1、我们在出光工序开始以前,首先要通过肉眼去查看上一步工序的焊接件,以此来保证它已经被打磨到了1000#,与此同时所有的焊点都已经被彻底打磨,不存在刚刚所说的粗打磨留下的痕迹、保护膜被严重破坏、磨削量过多、圆角过大或者两端磨削过于严重等一系列问题。要是发现了这些问题,那么就需要返回到之前重新进行打磨或者开展修补工作。
2、随后,我们运用高速电机带动运转的羊毛轮,并搭配以大青腊,凭借与之前抛光方式相类似的手法来做镜面磨光。此一工序的主要目标在于针对于业已历经前期抛光工序的工件实施精细的镜面磨光,不属于进一步磨削。在这个进程当中,我们务必要格外谨慎,保证抛光蜡不至于蹭到工件表面的覆盖膜之上,进而防止对覆盖膜造成损伤。
3、擦亮
这属于镜面抛光终结阶段的工序,我们借助洁净的棉布轮,在已完成镜面磨光的工件表面开展摩擦工作,其目的在于,把此前所有工序所达成的成果,即为洁净且磨光至镜面状态的工件,予以彻底擦拭干净并对其亮度加以提升,该工序的核心目标是保证工件表面不存在能够辨别的焊接痕迹,与此同时,将经过打蜡抛磨的部分完全擦亮,达成8k镜面反射的高水准要求,从而让工件的整体外观展现出完美的镜面效果。
4、打蜡操作详解:
a. 打蜡的步骤是这样的,一般情况下,在对工件展开抛磨操作以前,我们会先给羊毛轮施加蜡,并且要把青腊均匀地涂覆在羊毛轮上面,务必保证蜡能够充分地附着在羊毛轮上,之后才去开展抛磨的工作,具体的打蜡操作的方式可以参照如下所展示的图。
![图片[8]-一、不锈钢抛光工艺-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/04/1775051969201_7.png)
b. 高速电机带动羊毛轮进行打蜡抛磨不锈钢工件使工件变亮的原理是:大青腊属于一种油性物质,它在常温状态下呈现固态,在高温状态下呈现液态。当高速电机驱动羊毛轮运转时,附着在羊毛轮上的大青腊会在工件表面进行研磨,其油性致使工件表面变得光亮。所以,挑选合适的电机非常关键。实际经验显示,用于抛光的电机转速应当不低于/min,功率也不应当低于500w。低于这个速度,抛磨出的工件在亮度以及镜面效果方面都不够理想。普通电机往往难以满足这些要求,所以一般选用高速电机。

c. 咱们来谈谈羊毛轮的挑选问题,在市面上所售卖的那些羊毛轮,它们是被区分成粗轮以及细轮这两种类型的。粗轮在进行抛磨操作之后,很容易就会留下打磨所产生的痕迹,所以呢,在实际开展生产的过程当中,细羊毛轮才是更为恰当的选择,它能够保证抛光之后的效果会更加出色。
d. 对抛磨压力予以控制:于抛磨进程当中,务必要严格把控施加至工件之上的压力。过大压力情况之下,极有可能致使保护膜区域出现过大面积被打磨掉的状况,甚至会产生打黑工件以及破坏镜面效果等并非良好的后果现象。
e. 到大青腊的供应情况:于打磨进程当中,要一直供应大青腊。要是因为温度过高致使羊毛轮冒烟,不但会极为严重地磨损羊毛轮,而且还会对不锈钢表面造成伤害。
f. 注意修复工作的事项:要是工件在出光阶段就要修复细小纹路,那么应尽力避开在此阶段开展修复工作,因为这般通常极为繁琐还耗时很久。
g. 打蜡电机有着这样的配置情况:一般来说,打蜡电机要安装两个,这两个分别承担起对工件两面进行抛光的任务。依照需求,还能够增添一个用于抛磨棱边的电机,以此来提高棱边的亮度。
h. 羊毛轮的更换,要依据实际情形,及时去更换羊毛轮,从而保证抛光效果,以及工件质量。
![图片[10]-一、不锈钢抛光工艺-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/04/1775051969201_9.png)
整个抛光流程里的最后一环是擦亮工艺,其目的是要确保经过前序抛光后的工件,表面能达到镜面一样的光洁度,并且不存在任何会破坏镜面的风险。擦亮时,我们一般把布轮装在高速电机上,让它高速旋转,然后在工件表面擦拭。这一步是为去除工件上的污物以及附着的大青腊,以此达成擦亮效果。实际操作中,我们常常会配合使用研磨粉,因为研磨粉能有效去除油性物质大青腊,让粘附在工件上的青腊更易被去除。与此同时,为了切实保证擦亮的效果以及工件的质量,我们必须依据实际情形及时去更换布轮,从而维持其处于干净的状态。