
钣金件于设计之际,得开展合理工艺剖析,防止出现设计瑕疵致使模具报废。未曾有实操的设计存在短板。怎样去避免工艺缺陷呢?
折弯工序的禁忌
一、折弯圆角半径不宜过大
工件进行弯曲操作的时候,除开塑性变形之外,与此同时还伴随着弹性变形,进而出现回弹这种现象。所以弯曲件的圆角是不适合过大的。不然的话就没办法确保折弯角度的稳定。
二、折弯圆角半径不宜过小
太小的折弯角R极易致使外层纤维出现拉裂情况。对于低碳钢而言,最小弯曲圆角大概是1.0T;黄铜以及铝的最小弯曲圆角大约是0.6T;对于中碳钢来讲,最小弯曲圆角约为1.5T。

三、折弯直边不宜过小
为了确保工件的弯曲质量得以保证,折弯产品的直边高度h不适合过小,一定要大于或者等于最小弯边高度hmin ,h要大于或等于hmin ,而hmin等于r加上2t。
式中:
r ——弯曲圆角
t —— 弯曲件板厚
四、折弯边距孔位距不宜过小
有着孔洞的毛坯在进行折弯操作之际,孔洞边缘与其他部分的间距不应当过小。要是孔洞的位置过度趋近于折弯的边缘,那么在弯曲的过程当中,孔洞的形状将会产生改变。从孔洞边缘到弯曲边缘的距离是L,L需要符合下面这个式子:
当t
当t≥2时,L≥r+2t
式中 :
r ——弯曲圆角;
t —— 弯曲件板厚。
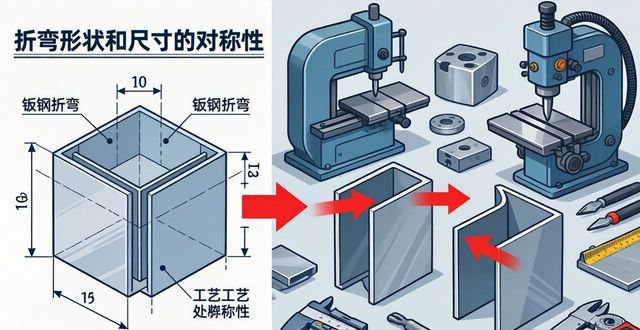
五、折弯形状和尺寸的对称性不宜相差过大
以免发生变形,弯曲件的高度之间的差距不适合太大。弯曲件的形状以及尺寸要尽可能做到对称,不然在小端的地方会出现畸形的歪扭情况。要是这样的结果在设计的时候难以进行改善,那么势必得保证:
h>r+2t
式中:
h ——小边高度;
r ——弯曲圆角;
t —— 弯曲件板厚。
六、局部弯曲边缘不应忽视冲卸荷孔槽
于特定的某区域内,当对某一段边缘部分进行局部弯曲操作之际,为在交接之处,避免因应力集中致使撕裂情况发生于心目之中,切不可对先冲卸荷孔、切槽予以忽视,或者将弯曲线位置移动一定的距离。
七、窄边弯曲不应忽视工艺切口
窄边进行弯曲之际,变形区的截面形状将会产生畸变,也就是说,内表面的宽度会变宽,外表面的宽度会变窄。当板宽为b。
倘若弯曲件的宽度b精度有着较高要求的情况下,是不被允许存在鼓起现象的,这时就不应该、也不能忽视在弯曲线上提前做出工艺切口这样一个情况。
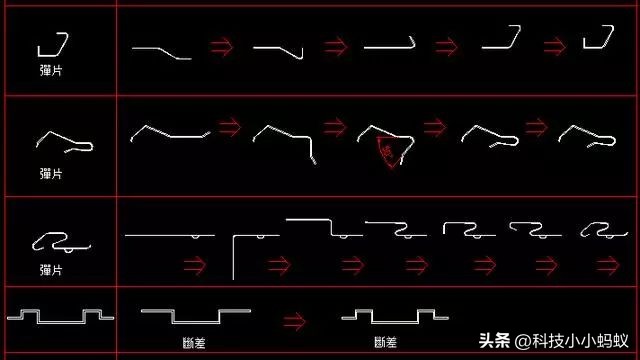
八、弯曲工序不能忽视回弹
处于弯曲状态时,塑性变形伴随弹性变形一同存在,当外部施加的载荷被移除之后,弹性变形就随之消逝不见,进而产生回弹现象。回弹的数值与材料自身的性能、关于尺寸比例的相对弯曲半径r/t以及弯曲角度这些涵盖的因素存在关联关系。
材料的屈服点σs越高,弹性模量E越小,r/t越小,弯曲角越大,那么回弹越大。为保证工件精度,弯曲时不能忽视回弹。可用修模的方法减小回弹,利用不同部位回弹方向不同来减小回弹,通过局部增加三角肋的方式减小回弹,但更复杂的是也能够用采用摆动块的凹模结构减小回弹。

九、弯曲半径很大的工件不能用普通弯曲方法
形状和尺寸对需要弯曲半径非常大的零件来说,普通弯曲方法是不适用的。不然因弹性变形极大,所需的形状以及尺寸是无法得到的。这种情况下,拉弯方法就能派上用场了。
给板料弯曲之前,先添加一个轴向拉力,这个拉力的数值,可以让毛坯断面内的应力,略微大于材料的屈服点,之后在拉力作用之时,再进行弯曲。
十、复杂形状零件的弯曲不能一次到位
形状复杂的弯曲件,无法一次弯成,需多次弯曲成形,其一安排工序的原则是先弯外角,其二后次弯曲不得影响前次弯曲部分的变形,其三弯曲次数可为两次、三次乃至多次。
十一、弯曲件边缘不宜有缺口
对于在边缘部分存在缺口的弯曲件而言,要是在毛坯的时候就把缺口冲出来,那么在弯曲的过程当中就会呈现出叉口的现象,要是情况严重的话就根本没办法完成成形。所以这就需要在缺口的地方保留连接带,一直等到弯曲完成成形之后再把连接带切除掉。
十二、弯曲模的结构不能忽视毛坯偏移
于弯曲工艺里,偏移属于对工件精度存在影响的一个关键要素,由此在着手弯曲之前,毛坯便需有一部分稳固地固定于模具的某一处上,借此避免弯曲之际出现偏移。
要是有的话,应尽可能借助零件之上的孔去开展定位。要是零件之上不存在能够加以利用的孔,那么便能够思索工艺孔定位。

十三、弯曲模结构不应使材料在合模进产生大的局部变薄和划伤
需要注意,弯曲模在合模进程里,仅于零件所确定的弯曲线位置那儿开展弯曲操作。毛坯不该产生大的局部变薄状况以及划伤情形。当采用左图结构予以弯曲时,在外角C处的弯曲线的所在位置。在弯曲过程中是存在变化的,一开始处于B点,最终抵达C点,故此使得零件的外角形状不准确,直臂部分出现变薄现象。
十四、模具结构不应妨碍和阻止毛坯在合模过程的转动和移动
具备弯曲功能的模具的结构,应当将毛坯于弯曲期间的转动空间纳入考量范围,不可以对毛坯的移动以及转动形成妨碍或者进行阻止,不然的话,便会对工件的形状和尺寸构成影响。这一点,对于形状复杂的多角弯曲而言,尤为重要。

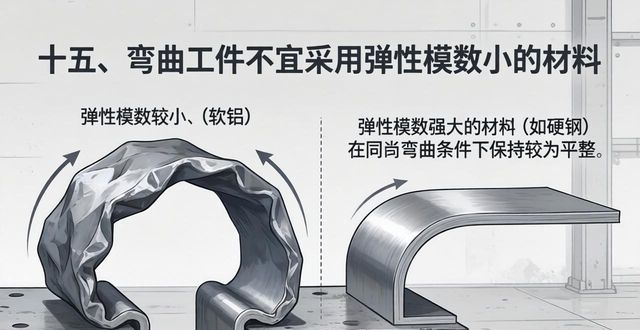
十五、弯曲工件不宜采用弹性模数小的材料
弯曲回弹的大小,跟材料的弹性模数,呈现出成正比的关系。材料的弹性模数小,那么变形后的弹性恢复量就大,这种材料不适合被用于弯曲工序。对于有着相同屈服点的材料而言,弹性模数大的材料,其变形后的弹性恢复量小。已退火的低碳钢,比软锰黄铜更适宜作为弯曲工件的材料。
十六、弯曲工件不宜采用屈服点高的材料
材料弯曲回弹的大小,跟材料呈现出的屈服极限,二者是成正比的关系。材料之中屈服点较高的那些,在发生变形之后,其弹性恢复量会比较大,所以是不太适宜用于弯曲工序的。也就是说,对于弹性模数相同的材料来讲,屈服点高的这种材料,其弹性恢复量会比较大。所以,冷作硬化钢不适合用在弯曲工序这方面。
十七、对于弯曲半径及弧度角均很大的弯曲件,不宜用普通弯曲方法
弯折半径以及弧度角都极大的那种弯曲件适宜采用滚弯(也就是卷板)方式,而绝对不可以运用普通去弯曲的办法。滚弯的操作是把板坯放置在了2~4个辊子当中去经由,伴随辊子的回转动作,促使板坯弯曲达成成型,并且因为辊子的位置能够针对于板坯适度进行变化,因此同样能够制作成四边形、椭圆形,以及其他并非圆形断面的筒形件。
十八、长带料的弯曲不宜用普通弯曲方法
长带料围绕纵轴线之时以滚压成形为宜,而非普通弯曲方法。滚压成形乃是把带料放置于前后直排的数组成形辊子当中予以通过。伴随辊子的回转,在带料向前送进之际,又依次开展轴向弯曲成形。滚压成形能够制造出断面形状繁杂的制件。形辊的制造较为简单,成本低廉,寿命也较为长久。

十九、变截面的零件不宜用一般滚压成形方法
在中小批量生产那种变截面槽形零件时,为把投资给减少掉,能够采用滚压成形。在这个时候,成形辊除了有着对板坯纵向的相对运动之外,还有横向仿形运动需要进行。
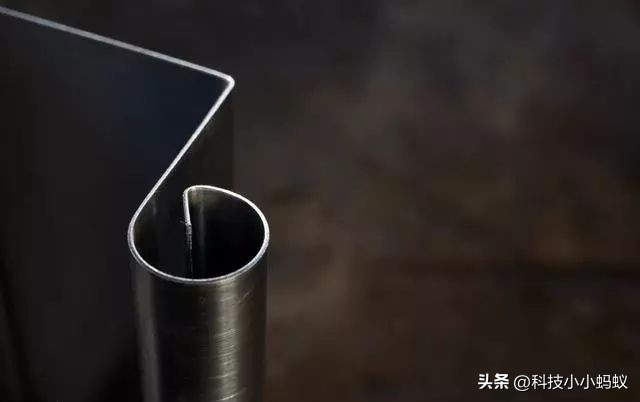
二十、管材与型材的弯曲不宜用普通弯曲方法
管材与型材的弯曲,和板料的弯曲,从变形性质看,是一样的,然而工艺方法以及难点,有很大不同。管材和型材弯曲时,必须防止弯曲变形区内毛坯断面形状畸变。生产当中,管材与型材的弯曲方法,有拉弯、滚弯、推弯以及绕弯等。需要注意的是,拉弯的凸模、滚弯的辊子、推弯及绕弯的固定模,其工作表面要做成和毛坯断面形状相符的凹槽,以此防止断面转动以及形状畸变。必要情况下管内还要添加相应芯棒。








![2025年中国钣金加工行业现状、产业链结构及发展全景研判:智能化是行业未来发展趋势[图]-铆焊老刘铆工焊工笔记](https://83ch.com/wp-content/uploads/2026/02/1771729218647_0.png)
