是这样的,有关本文的情况为//:存在火花机,快走丝也在其中,中走丝同样包含,电火花线切割也有,线切割机床也涵盖,穿孔机列于其中,有成型机,还有去断钻头机,以上内容是整理发布的。

数控线切割加工上下异形偏移量的确定
线切割机床,在对正常的直孔进行加工时,是不存在所谓称作偏移的情况的,仅仅有左右补偿这一说法而已。你所提及的左右偏移这一情况,是不是意在指倾斜样式的加工情况呢(一般而言会将其叫做锥度加工)?
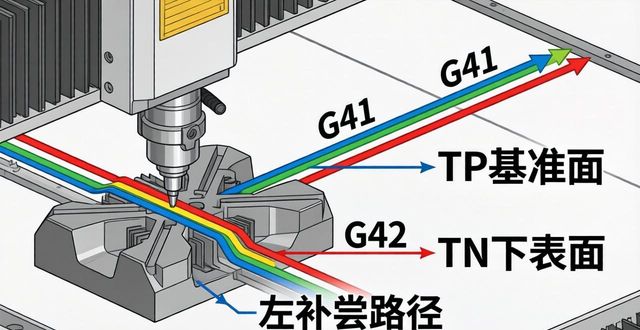
倾斜加工这一概念呢嗯哼,其意思就是并非那种直孔,工件的上下部分所附带有的的大小和形状是不一样的,是借助线的倾斜这种方式从而达成加工所需要求,在已然明确了工件的TP也就是上表面以及TN也就是下表面之后,(这里要留意哦TP可不必然就是工件的上表面,而是依据你所确定的基准面方能确定,它也存在于工件下表面这种可能性,也就是说呀那个基准面就是TP啦)是借助补偿代码以及角度来予以保证,G41属左补偿,G42是右补偿,G51为左倾斜,G52 是右倾斜,A代表着角度,是通过其中三个的组合形式来开展加工,A1是正锥一度斜度,正锥一度斜度,倒锥一度斜度,A1倒锥一度斜度,A – 1倒锥一度斜度, – 1倒锥一度斜度, – 1正锥一度斜度,A – 1正锥一度斜度。
要是属于左右补偿这种情况,你得依据线的切割方向去进行查看,记住哦,绝对得是相对于线的切割方向,若想要确保线左边的尺寸精度,那就必然得是G41左补偿,反过来讲,要是想保证线右边的尺寸精度,那就一定得是G42右补偿。
返回到新闻列表
© 版权声明
文章版权归作者所有,未经允许请勿转载。
THE END