
于工程实际当中,材料的连接通常能够借由三种办法达成,也就是机械连接、焊接与粘接,当中,材料机械连接的主要形式是铆接以及螺栓连接,材料的焊接主要是经由熔化焊、固相焊以及钎焊(涵盖硬钎焊与软钎焊)来完成。和机械连接作比较,材料的焊接总体具备以下优势:
① 接头的强度较高;
② 焊接结构的应用场合比较广泛;
③ 适于制备有密闭性要求的结构;
④ 接头形式简单;
⑤ 大型结构制造周期短、成本较低。
焊接是一种加工方法,它指的是借助适当手段,这手段包括加热、加压或者是两者同时运用,以此达成使两个处于分离状况的物体,无论是同种材料还是异种材料,产生原子间结合进而形成永久性连接。焊接的概念起码涵盖三个方面的含义,其一焊接的途径描述出是加热、加压或者两者并用,其二焊接的本质表明微观层面要达到原子间的结合,其三焊接的结果呈现出会在宏观上形成永久性的连接。

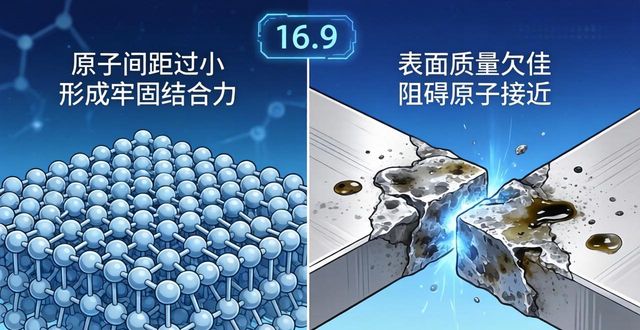
固体材料能保持固定形状,是因内部原子间距足够小,进而原子之间形成牢固结合力。若要把固体材料分成两块,就得施加足够大外力,破坏这些原子间结合才行。同理,要把两块固体材料连接在一起,从物理本质来讲,就是得采取措施,让这两块固体连接表面的原子接近到足够小距离,使其产生足够结合力,以此达到永久性连接目的。实际焊接件,若不采取一定措施,要让连接表面上的原子接近到足够小的距离是极为困难的。这是为何呢?原因在于连接表面的表面质量欠佳,哪怕经过精密磨削加工,其表面在微观层面却依然凸凹不平;并且连接表面常常带有氧化膜、油污等,对连接表面紧密接触形成阻碍。
所以,为达成材料彼此间可靠的焊接行为,应当采取存有功效的举措。举例来说像:
一是运用热源去加热被焊母材的连接处,二是让其发生熔化,三是借助熔融金属之间的相溶,四是凭借液 – 固两相原子的紧密接触,以此来达成原子间的结合。
对被焊母材的连接表面施以压力,或让其产生局部塑性变形,在清除连接面上的氧化物以及污物之际,克服连接界面的不平坦状况,使两个连接表面的原子彼此紧密接触,并且产生足够大的结合力,要是在加力之时进行加热,结合过程会更易于开展。
③ 将填充材料予以加热,使其达到熔化状态,借助液态填充材料实现对固态母材的润湿,促使液 – 固界面的原子达成紧密接触,并且相互扩散开来,进而产生足够大的结合力,以此达成连接。上述三项措施实际上恰恰是熔焊、压焊以及钎焊方法达成永久性连接的基本原理。
9.1.2 焊接热过程与焊接接头
在熔焊以及钎焊这些存在熔化、凝固现象的过程里,热量经由焊接热源借助各类传热方式传递至被焊金属,焊件温度随之升高,且在焊件之中产生温度分布也就是温度场。焊接过程中焊件先后历经加热、熔化以及随后的冷却凝固过程,通常被称作焊接热过程。焊接热过程自始至终贯穿于整个焊接过程,和焊接化学冶金过程以及焊接接头中熔池金属凝固结晶的过程一同被叫做焊接的三大过程,对焊接质量以及焊接生产率有着决定性等影响。
焊接热过程,相较于其他热加工工艺的热过程,诸如铸造和热处理,要复杂许多,具备以下几个主要特点:
焊接热过程存在局域性,焊接热源会集中于工件上的局部区域进行加热,并非对整个焊件加热,致使工件的加热以及冷却呈现出极不均匀的状况。
②焊接热源具备移动性,除了少数几种情形以外,在焊接热过程里,热源与工件呈现出相对运动的状态,所以焊件受热的区域处于持续变化之中,焊件上某一个点的温度也会随着时间不断地发生变化。
③ 焊接热过程具有瞬时性,因为通常焊接热源高度集中且加热区域小,所以工件加热速度极快,能在极短时间内把大量热能从热源传递给焊件,使其局部熔化,又因加热局部性与热源移动,工件冷却速度也非常快。
④ 焊接传热存在复合性,焊接熔池里的液态金属一直处于强烈运动状态,在熔池内部,传热过程以液态金属对流为主,在熔池外部,传热过程以固体热传导为主,另外还存在蒸发及辐射换热,所以,焊接热过程涉及各种传热方式,属于复合传热问题,焊接热过程的这些特点致使焊接传热问题极为复杂,然而为了控制焊接质量并提升焊接生产率,焊接工作者必须了解焊接热过程的基本规律以及其在各种焊接参数下的变化趋势。
(1)焊接热源与温度场
用于工业实践里实现金属焊接需要的主要能量是热能以及机械能,熔焊主要运用由特定热源产生的热能,这里仅探讨和熔焊相关的热源问题,焊接工程方面对焊接热源的要求是,热源热量要高度集中,能达成快速焊接并确保获得高质量焊缝以及最小的焊接热影响区。当前能符合这些条件的热源有以下几种:
它是一种热源,这种热源是利用气体介质的电弧放电现象所产生的热能,并且它是目前焊接里应用最为广泛的一种热源,被称作电弧热。
先看这②,化学热是这样的,利用气体,比如说液化气、乙炔,或者是固体,像铝、镁,它们与氧或者氧化物发生强烈的化学反应,进而产生热能,把这热能当作焊接热源,比如气焊和热剂焊。

③ 电阻热,是把利用电流通过导体时所产生的那种电阻热,用作焊接热源,像电阻焊以及电渣焊这样的情况。
④ 摩擦热:依托存在相对运动的两个物体,凭借其之间高速摩擦滋生的热能,将此热能用作焊接热源,像摩擦焊、搅拌摩擦焊这种情况。
⑤ 等离子焰:把由电弧放电或者高频放电所产生的,那种高度电离且携带大量热能以及动能的等离子体气流,用作焊接热源(就像是等离子弧焊接和切割那样)。
⑥ 电子束是这样的,在真空中,利用高电压,让电子高速运动,用这些高速运动的电子去轰击金属局部表面,运动电子的动能会转为热能,以此作为焊接热源。
一方面,利用那种来自受激辐射从而增强的光束也就是激光,经过聚焦之后产生能量高度集中的激光束,将其用作焊接热源,即用于激光焊接及切割。另一方面,不同的焊接热源都存在各自的特点,适用于不一样的焊接方法以及工艺。还有,表9-1给出了一些常用焊接热源的主要特性。
焊接时,焊件之上温度分布不均,某一时刻焊件各点温度分布称作焊接温度场。因焊接热源沿焊缝按一定速度移动,所以焊接温度场也不停运动变化。焊接温度场可用等温线(面)绘制图像表征,等温线即在某瞬时温度场中相同温度各点所连的线,像图9-1那样。温度变化率是由等温线的密集程度体现出来的,等温线越是密集,就表明该区域的温度梯度越大,如此一来,在后续的传热过程当中,将会有更大的传热速度。
表 9-1 常用焊接热源的主要特性










