

线切割换向条纹的成因及降低的方法
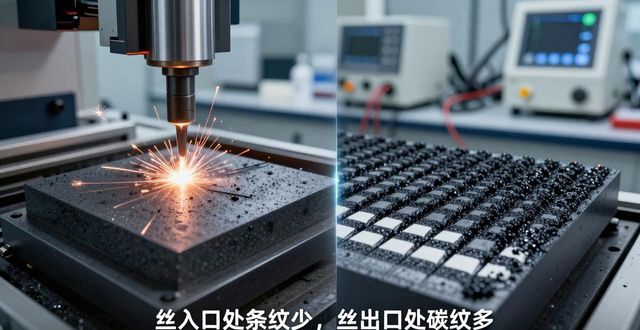
因为电蚀原理所决定,放电电离致使产生高温,液体内的碳氢化合物受热分解进而产生大量的碳黑,在电场作用之下,镀覆在阳极之上。此现象在电火花成型加工里被用作电极的补偿。在线切割当中,一部分被丝带出缝隙,然而也总会有一部分镀覆于工件表面,其特点是丝的入口处少,丝的出口处多。这便是产生犬牙状黑白交错条纹的缘由。这种镀层的附着度随着工件主体与放电通道间的温差改变,还与极间电场强度相关。也就是说,镀覆碳黑这种现象属于电蚀加工的伴生情况,只要存在加工过程就会出现条纹,碳黑附着层的厚度一般处于0.01至2μ之间,由于放电凹坑的峰谷位置都存在碳黑,所以将其擦掉极为困难,只有随着表面的抛光以及凹坑的去除才能够彻底打磨干净,只要不是伴随切割面呈现搓板状,仅仅是没有形状的凸凹且只是碳黑附着,那么可不需过度烦恼,因为切割效率、尺寸精度、金属基体的光洁度才是我们所追求的。为了让视觉呈现效果能好那么一些,尝试让条纹变浅一些,可从以下几个方面同时着手展开,也就是冷却液稍微稀一点、稍微旧一点,加工电压降低一点,变频跟踪更紧密一点等等。要是想要彻底不存在条纹,那就得把产生条纹的所有条件铲除,好比在丝不换向,液体内没有乳化的碳氢物而是改用纯水这般情况下,如此我们快走丝线切割的主要优势也就不复存在了。当下,消弭换向条纹**切实可行的法子依旧是实施多次切割,即沿着轮廓线预留0.005至0.02的量,先进行一次切割,待轨迹修正之后,再开展一次不留量的切割,且沿着上次的轨迹再度重复一遍,这般的重复切割,伴随着脉冲加工参数的变动,能够将换向的条纹予以彻底清除,并且会把加工精度与光洁度均提升一个等级。重复切割的**基础条件是机床具备足够的重复定位精度以及操作的可重复性。当然,还非得有操作者清晰的思路以及精准的操作才行。

此文是通过快走丝,借助中走丝,经线切割机床完成,又经电火花线切割,以及电火花穿孔机,还有电火花成型机,再经取断丝锥机,最后经电解去毛刺,如此这般整理发布于公司网站上的。