

避免使焊接出现变形情况,重点之处在于掌握住一些具备实用性的技巧,这些技巧不但能够助力我们切实有效地预防焊接发生变形现象,而且还能够提升焊接的质量以及效率,接下来,我们将会深入进去探究讨论这些具有实用性的防止焊接产生变形的方法。
01预防焊接变形技巧综述
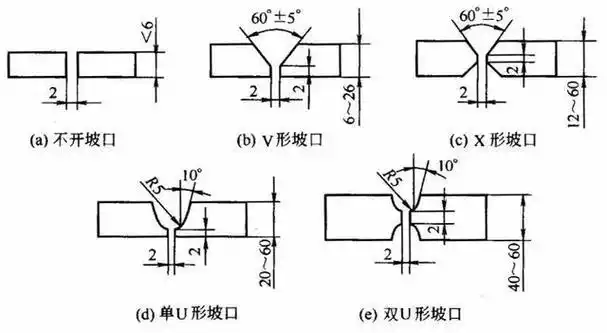
▍ 选择合适的坡口尺寸
要保证焊缝是完整的,并且不存在超出标准的缺陷,在这样的前提条件之下,应该尽可能地去选用小尺寸的坡口,以此来减小焊缝的截面积,进而降低焊接变形所具有的风险。
▍ 使用低热输入
推荐采用那种热输入相对较低的焊接办法来实施作业,像在焊接时运用CO2气体保护焊这样的方式,以此来降低出现焊接变形状况的风险。
▍ 多层焊的应用

厚板焊接时,优先采用的是多层焊,而不是单层焊,其目的在于能更有效地对变形进行控制。

▍ 间断焊接法
在下述前提之下,也就是确保满足设计所蕴含的要求之际,能够运用间断焊接这种方法,去施行向纵向方向以及横向方向的加强肋焊接操作,以此达成减少变形这一预期目的。
▍ 对称坡口设计
当双面都能够实施焊接行为的时候,要采用对称的坡口进行设计,并且要保证在多层焊接期间,遵循和构件中和轴呈现对称状态的顺序。
▍ T形接头坡口建议
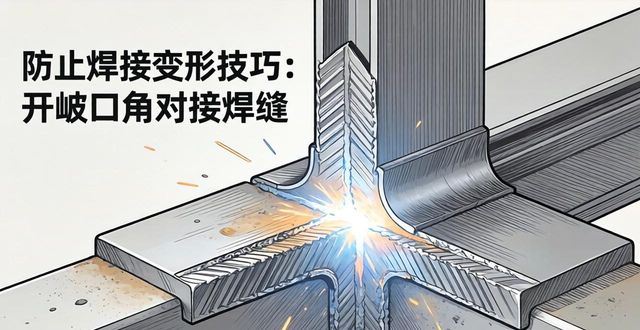
适用于T形接头的厚板这一情况,给出的建议是采用开坡口角对接焊缝,目的在于增强结构的稳定性。
▍ 焊前反变形技术
通过运用焊前反变形技术,去事先补偿焊后的角变形,以此保证结构的准确性。
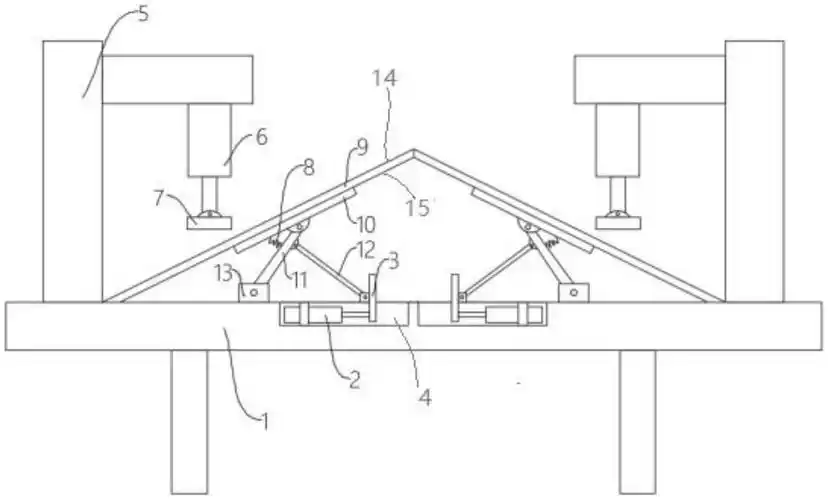
▍ 刚性夹具与构件预留长度法
构件借助刚性夹具进行固定,以此实现对焊后变形的有效控制,与此同时,运用构件预留长度法对焊缝的纵向收缩变形予以补偿,像H形纵向焊缝每米能够预留0.5至0.7毫米。
▍ 提高板材平整度与安装精度
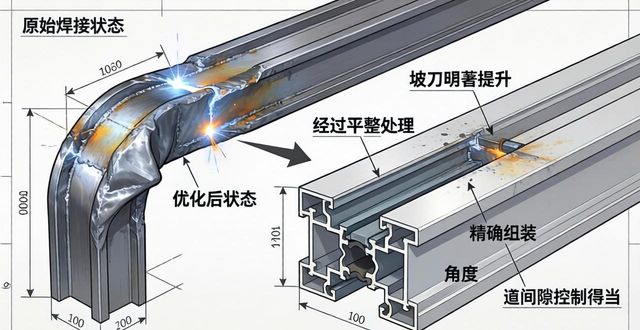
对于长构件出现的扭曲状况,要提升板材的平整程度,还要提高组建的组装精确程度,以此来保证坡口角度以及间隙的准确无误。
▍ 遵循合理的焊接顺序
在对含有多个焊缝的构件进行组装或者安装之时,要遵循合理的焊接顺序,从而减少变形。
▍ 水中焊接法
进行薄板焊接操作时,建议采用水中焊接这种方法,并借助水所具备的冷却功能,把变形量控制到是极致微小的程度。
▍ 多段对称焊接法
展开多段对称焊接操作,也就是要一段一段地去实施焊接工作,并且在每一段完成之后都得稍有停顿一会儿,之后再挪移到其对面部位开展焊接,以此来达成热量更为均匀地分布,进而减少形变。











