
011.焊接前准备的重要性
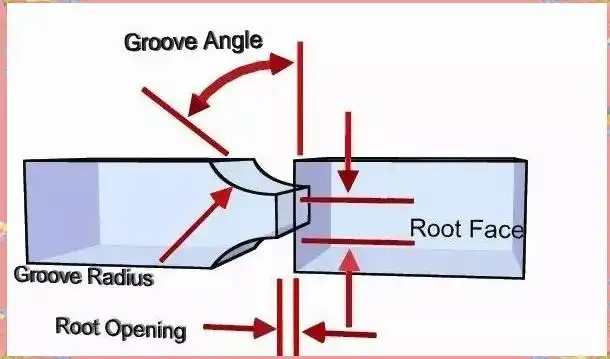
处于焊接进程当中,为了向焊缝的牢固以及质量予以保证,焊接之前的准备工作凸显出格外重要,此中,针对工件需要实施焊接之处的加工属于关键环节里的一个,这些方面的加工能够借由气割或者切削等形式达成,其意图是塑造出恰当的斜面或者曲面,从而来开展后续的焊接操作,举例而言,当两块厚度为10mm的钢板需要进行对焊时,为了让焊缝的牢固性得以确保,会于板边缘开展铣削倒角操作,这个进程便是所说的开坡口。
然而,材料厚度存在差异,焊接质量要求也不一样,这就会致使焊接接头形式有所不同,坡口形状同样会不同。挑选适宜的坡口形状,对保障焊接质量以及效率而言,是非常关键重要的。
022.常见坡口形状解析
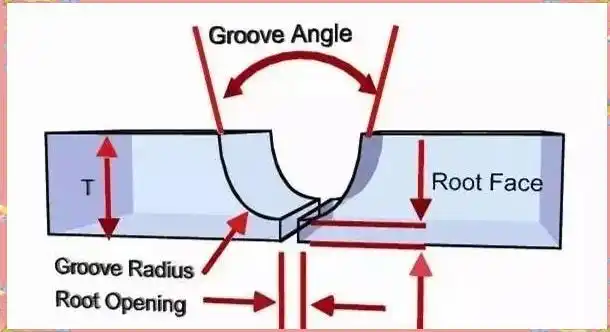
2.1 K型坡口
K型坡口,是一种常见的焊接接头形式,其特点在于,坡口两侧斜面倾斜角度较大,并且坡口底部呈现圆弧形,这种坡口形式,能够有效地减少金属的填充量,还能提高焊接效率,同时能够降低焊接应力和变形,另外,K型坡口还具有优异的焊接质量,能够满足各种复杂的焊接需求。

2.2 I型坡口
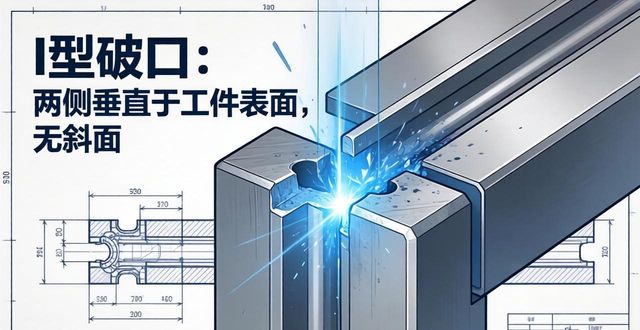
I型坡口是焊接接头形式里一种基础的,其特点为坡口两侧垂直于工件表面,且没有斜面。这种坡口形式在焊接时所需金属填充量较大,焊接效率相对而言较低,不过它的优点是焊接过程相对简单,对焊接技能要求不高。同时,I型坡口能够满足一般的焊接需求,是初学者以及技能水平一般的焊工常用的坡口形式。
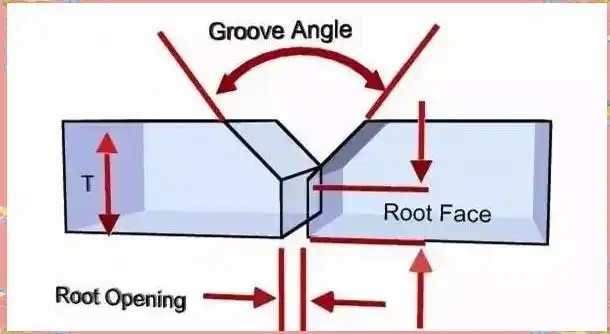
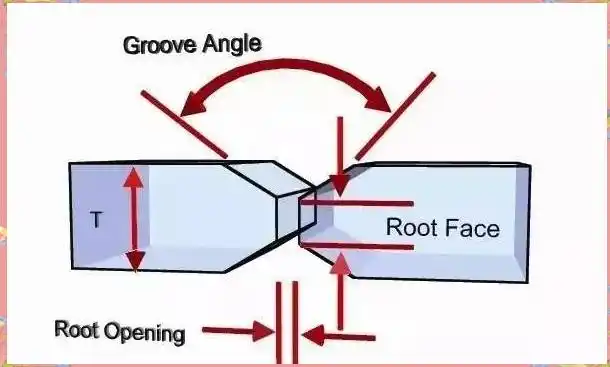
2.3 V型坡口
V型坡口属于一种常见的焊接接头形式,其具备的特点是,坡口两侧会形成一定的斜面,并且坡口角度一般处于60°至90°之间。这种坡口形式在焊接的时候,需要适量的金属填充量,而且其焊接效率处于I型和U型坡口之间。V型坡口在焊接过程当中,存在一定的复杂性,对焊工的技能水平有着一定要求。然而,它能满足更多的焊接需求,特别是在需要较高强度以及密封性的场合下,所以被广泛应用于各种焊接场景中。
2.4 X型坡口
X型坡口属于种特殊的焊接接头,其特点是坡口两侧斜面相交,构成一个X形状,这种坡口设计焊接时所需金属填充量较高,不过其焊接效率相对较低,X型坡口焊接过程中要求焊工具备较高技能水平,因其对焊接质量和强度有严格要求,即便这样,它在某些特定焊接场合仍有显著优点,比如在需承受重载或特殊工作环境的结构件里,X型坡口能提供出色的强度与稳定性。
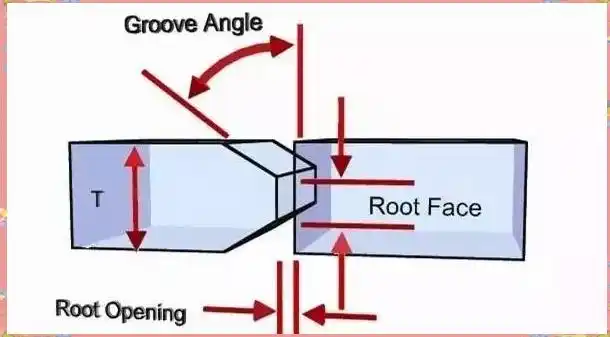
2.5 J型坡口
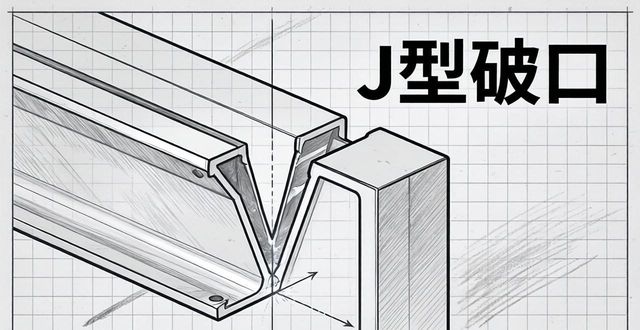
J型坡口,是又一种常见的焊接接头形式,其特点在于,坡口的一侧呈现为斜面,而另一侧是垂直于工件表面的,这种设计在焊接之时,需要适量的金属填充量,并且焊接效率处于适度水准,J型坡口对于焊工的技能水平具备一定要求,不过相较于X型坡口来讲,其焊接要求以及难度要低一点,在众多焊接场合里面,J型坡口都能够满足一般的强度与稳定性需求。
2.6 单J型坡口
作为一种常见焊接接头形式存在的单 J 型坡口,其一侧呈现为斜面,另一侧垂直于工件表面,这是它的特点所在。这种设计情形下,焊接过程不但需要适量金属填充,同时还能确定出适中焊接效率。单 J 型坡口虽说对焊工技能水平提出了一定要求,然而和其他坡口类型比较,其焊接难度以及要求更为适中呀。因而,在众多诸多焊接场合当中,单 J 型坡口能够轻松满足一般强度与稳定性需求。
2.7 双J型坡口
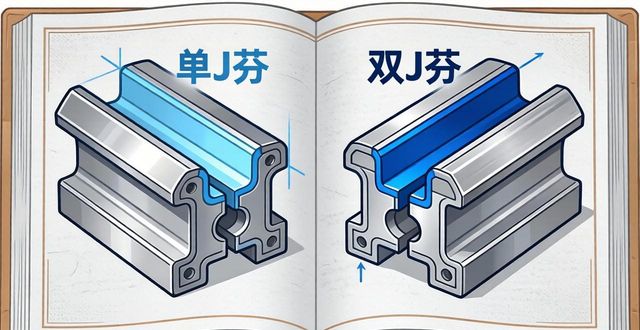
双J型坡口,跟单J型比,它的特别之处是两边都呈斜面,这种设计焊接时要更多金属填充,但也提高了焊接效率,当然,双J型坡口对焊工技能水平要求更高,不过它出色的强度和稳定性,让它在一些高要求焊接场合有了立足之地句号。
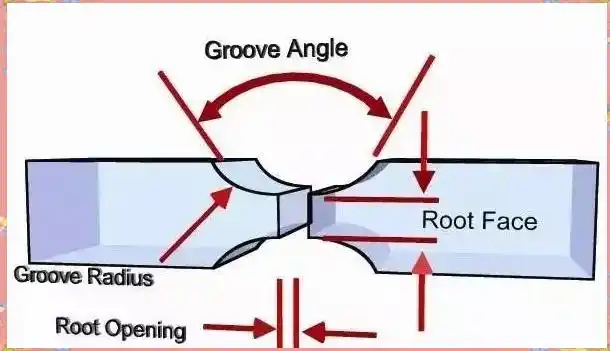
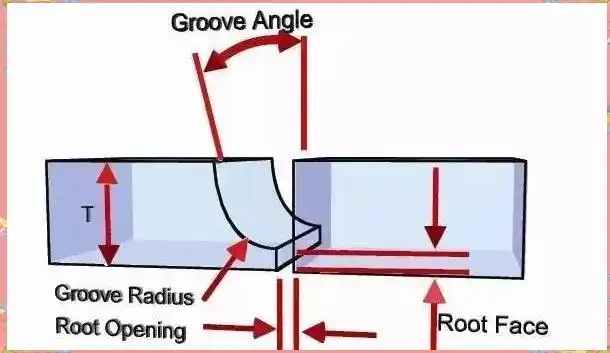
2.8 单U型坡口
单U型坡口,它的特征是只有一侧呈现为斜面,和双J型相比,它焊接时所需的金属填充量比较少,不过焊接效率也相应地比较低,即便这样,在特定的焊接场合当中,单U型坡口因为其简洁的设计以及适中的强度,依旧有着它独特的价值。