
用于各种金属材料连接的手弧焊,是一种传统焊接工艺,其工艺流程涵盖多个关键部分,有焊接接头形式的选择,有坡口类型的确定,还有焊接操作的实际推行,本节内容会深入探究这些部分,引领您知晓手弧焊的奥妙。
011.手弧焊工艺详解
1.1 焊接接头形式与坡口类型
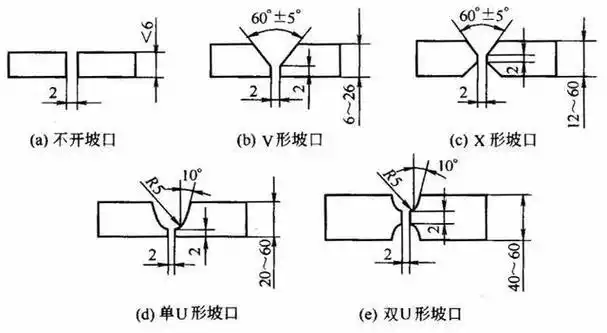
焊接接头形式的挑选,会按照焊件厚度以及工作条件的不一样而产生有区别,常见的存在对接、搭接、丁字接以及角接这四种。其中,对接接头由于其受力均匀的特征,在重要的受力焊缝当中常常被选用。焊接板厚不同,坡口型式也不一样。有这样几种坡口型式,I形坡口,它适用于1到6mm厚的要焊接的板,焊接时需留出0到2.5mm的间隙,目的是保证能焊透;V形坡口,这种坡口方便用于6到30mm厚焊件的焊接;X形坡口,它适用于12到40mm厚的焊件,因为其具有对称性,所以减小了焊接时产生的应力和变形;还有U形坡口,它是专门为20到50mm厚的焊接板设计的,这种坡口既能容易焊透,又能降低工件出现的变形。

1.2 焊缝的空间位置
空间位置里焊缝存在差异,这决定了焊接的难度,也决定了操作方式,常见的焊缝位置有平焊,有立焊,还有横焊以及仰焊,平焊因操作简便,因劳动条件优越,因生产效率高,还因焊缝质量能容易控制等特点,成为首选的焊接方式,相比起来,仰焊却因操作难度以及特殊要求,常常被视作最困难的焊接位置。

1.3 焊接工艺参数及其确定

保证焊接质量而在焊接进程里选定的那一系列物理量,就是焊接工艺参数。于手工电弧焊当中,这些参数主要涵盖焊条直径,还有焊接电流,以及电弧电压,加之焊接速度,并且包括焊接层数。
(1)挑选焊条直径的时候:得按照焊件板厚,参照国标标准来抉择。比如说,平焊低碳钢的情况下,能够依照以下标准去选择:
被焊接的物件厚度(单位为毫米),分别是二,三,四到五,六至十二,大于十二。
焊条约直径,单位为毫米,有具体数值,分别是二,三点二,三点二至四,四至五,五至六。
(2)焊接电流怎样确定,那是要依据焊条直径来选定的。当焊接低碳钢的时候,能够参考下面这样的经验公式,即I=(30~50)d。在实际生产当中,还得通过试焊去精细调整电流的大小。
(3)为控制电弧电压,它主要取决于电弧长度,也就是焊条焊芯端部与熔池之间的那段距离。所以,操作期间应当采用短电弧。
(4)说到焊接速度的把握分寸之处,在手弧焊这种情况之下,这样的速度主要是凭借操作者自身所拥有的经验去进行把控的。
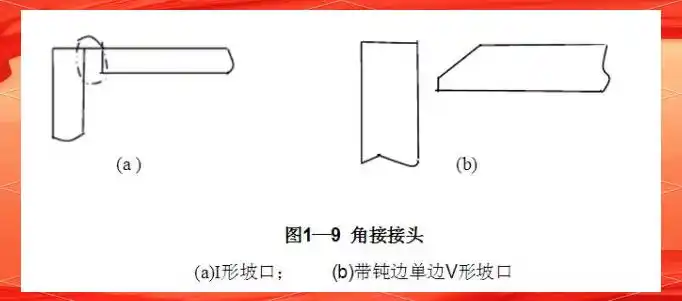
022.焊接接头的种类及形式
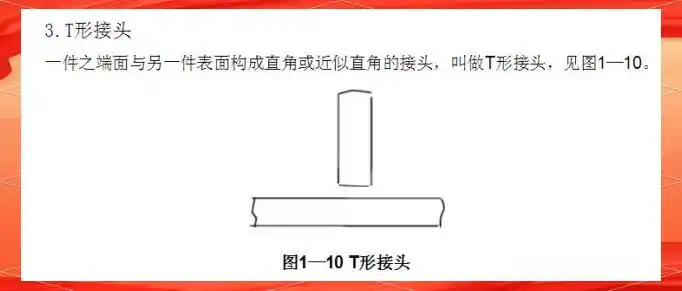
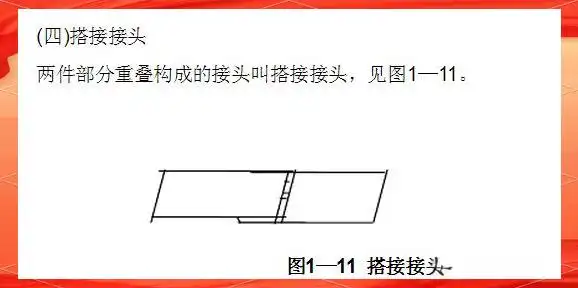
焊件在焊接期间,鉴于其厚度、结构以及使用条件存有差别,故而会生成各异的接头型式及坡口形式,常见的焊接接头型式有对接接头、T形接头、角接接头以及搭接接头等,在钢板厚度小于6mm时,对接接头于诸多焊接结构里最为常用。
2.1 I形坡口
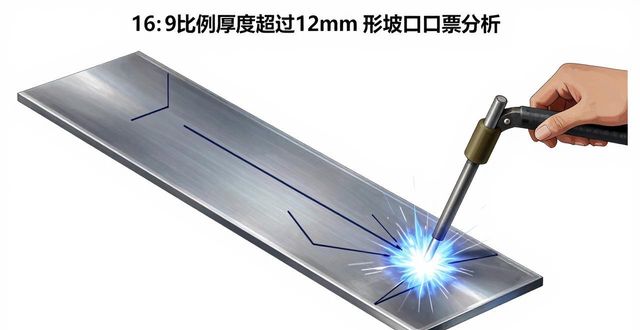
形状为I形的坡口,一般情况下是适用于厚度没有超过12mm的钢板的,并且在设计这个的时候,还需要去实施双面焊接。
2.2 其他坡口形式
比较而言,V形与Y形坡口于加工以及施焊期间相当便捷,然而焊后存在产生角变形的可能性。U形坡口在焊件厚度相同的状况下,其填充金属量要少出许多,不过加工难度相对来讲较大。
033.焊缝坡口的基本类型与尺寸
于焊接进程当中,焊缝坡口之设计相当关键,其直接对焊接的质量以及效率产生影响。合理的坡口设计可保证在焊接过程里材料能够充分熔合。
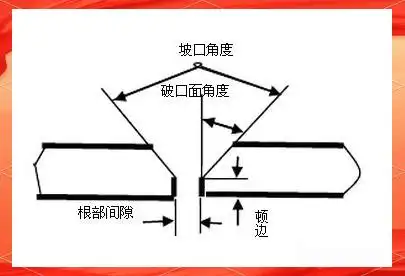
3.1 关键尺寸
关键几何尺寸之中的坡口角度,与根部间隙还有钝边等,得依据具体的焊接需求来进行合理的选择。
044.焊缝的形态与尺寸特征
于焊接期间,焊缝的形态以及尺寸特征对焊接质量而言是极其关键的,这些特征涵盖了焊缝的横截面形状,还有尺寸大小,以及坡口的设计等,借由合理把控这些因素,能够保证焊缝的质量达成预期的要求。
4.1 焊缝的形式
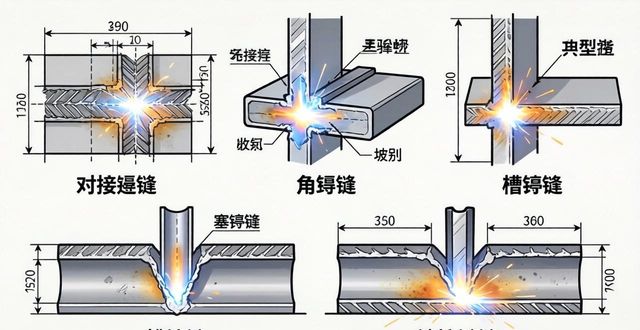
焊缝存在多种不同形式,其中包括对接焊缝,角焊缝,塞焊缝,槽焊缝,还有端接焊缝。
4.2 形状参数
焊缝的形状参数之中,像焊缝宽度,还有余高, 以及熔深,再加上焊脚这类,全部均需要符合一定标准。
055.结语
经过对“不同板厚焊接坡口形式的研究”,我们得出以下结论:
(1)对于板厚在1-6mm范围内的焊接,I形坡口是适用的选择。
(2)当板厚处于6-30mm范围时,V形坡口是理想的焊接方案。
(3)在焊件之中,存在着板厚处于12~40mm范围之内的情况,针对这种情况而言,X形坡口能够保证实现对称焊接。
(4)若板的厚度处于20毫米至50毫米这个范围之内,U形坡口能够较为轻易地达成焊接过程中的焊透效果。借助这些所获结论,我们能够依据不同的板厚挑选适宜的坡口形式来开展焊接操作。










