
011. 焊接质量影响因素
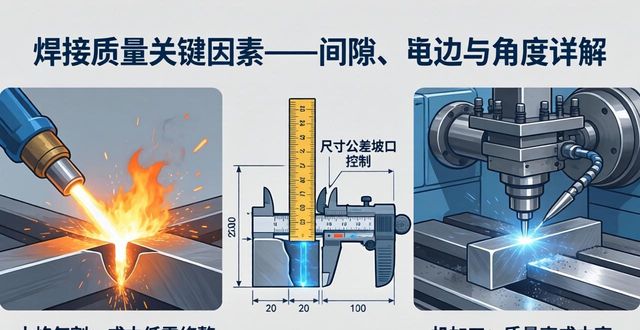
金鲁鼎焊接着重指出,焊接进程里存在三个关键参数,分别是焊接间隙、钝边尺寸以及坡口角度,它们会对于最终的焊接质量造成深远的影响。坡口,它属于焊接的重要构成部分,一般是借助火焰气割或者机加工来进行制备。机加工方式尽管能够提供高质量的坡口,然而成本比较高,并且会受到工件尺寸以及场地条件的限制。相比而言,火焰气割虽说成本低廉、操作简便,不过其质量或许会略显欠缺,所以需要后续的修整工作。不管采用哪种方法,保证坡口尺寸处在公差范围之内都是极为关键的。这些尺寸,其中不仅涵盖了坡口角度,还有钝边尺寸,而对于U形坡口来讲,圆弧R的尺寸同样是必须予以考虑的关键要素,是这样的情况。
1.1 坡口制备方法

通过火焰气割或者机加工来制备坡口,机加工能提供质量高的坡口,然而成本高,火焰气割成本低,不过需要后续进行修整,保证坡口尺寸处于公差范围之内是极其重要的。
1.2 焊接间隙的影响
焊件对口处,两个焊件间的空隙,被称作对口间隙,也叫焊接间隙。此间隙对焊口质量,有着直接影响。要是焊接间隙过小,焊缝就难以完全焊透。倘若间隙过大,会加大焊接难度,使填充量增加,进而影响焊接进度,还可能增大焊接应力,致使焊接变形。
1.3 钝边尺寸的关键性
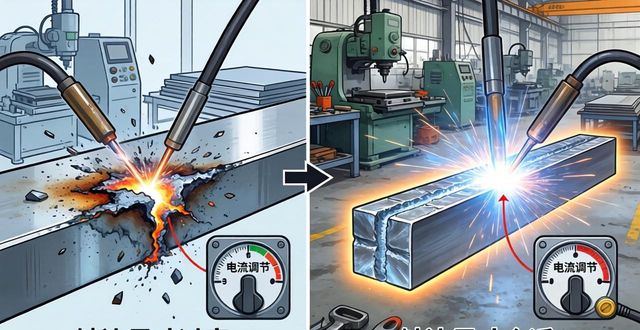
钝边尺寸,有时也称作坡口尺寸,尤其是在U形坡口中,还涵盖对圆弧R的考虑,钝边大小对焊接质量有明显影响,钝边过窄可能引发烧穿状况,过宽则可能致使未焊透问题,处理此类问题时,需要灵活调节焊接电流来控制熔深,值得留意的是,当接头两侧钝边尺寸不一样时,选择电流大小就变得格外关键,电流过小可能导致未焊透,过大则可能造成烧穿,所以,在单面焊双面成型的焊接作业中,这种情形需格外谨慎对待。
除去其他情况不谈,U形坡口凭借其具备焊材节约的特性从而在此方面受到了青睐,然而在进行设计的时候,一定要保证圆弧R的尺寸处于合适的状态才行,这样才能够让焊条或者焊丝能够轻松地深入到坡口底部进而开展高效的焊接工作。
1.4 坡口角度的适配
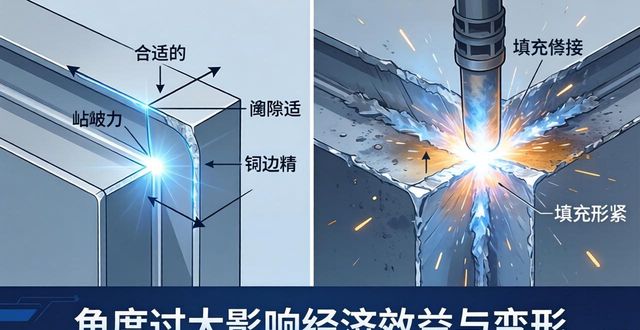
坡口角度是否适宜超关键,对焊接质量来说极其重要。角度要是过大或者过小,都会给焊接过程以及结果带去不良影响。纵然坡口角度过大乍一看只是增多填充金属、延长焊接时间而已,进而影响经济效益,可更严重之问题在于它兴许致使焊接变形增大,这在实际操作当中是得极力避免的。一旦出现这类问题,能采取对应措施,像再次割坡口到合适尺寸,或者在组装之前进行堆焊去校正坡口尺寸。
与此同时,坡口角度过小会带来一系列问题,最直接的是熔深不足,这会致使夹渣产生,除此之外,熔深不足会对焊缝的有效厚度造成影响,进而使焊缝强度被削弱,所以必须加以重视,另外,坡口角度过小还可能引发裂纹等隐蔽性问题,这同样需引起我们留意,针对此问题,可采取重新割或打磨坡口,适当增大组装时的根部间隙,或者改变根部焊道的焊接方法等措施来解决。
其在焊接进程里,务必要把焊接间隙、钝边尺寸、坡口角度等好多因素进行综合考量,从而保证能够获取到高品质的焊接成果。











