
焊接过程里,因不均匀加热以及冷却致使工件形状跟尺寸产生变化,这便是焊接变形,它不但会对产品外观质量和尺寸精度造成影响,甚至于还会让结构强度降低、装配变得困难,甚至引发早期失效。在航空航天领域、船舶制造领域、压力容器领域以及精密机械领域,控制焊接变形乃是实现设计功能、保障结构安全的关键环节。
一、焊接变形的形成机理与主要类型
焊接变形从本质层面来讲是一种热弹塑性方面的行为,在焊接这个过程里面,局部位置出现的高温会让材料产生膨胀,然而这材料受到了其周围冷金属所存在的约束,进而产生压缩塑性应变,当冷却的时候,对应区域收缩遭遇阻碍,最终致使残余应力以及变形的出现,依据变形所呈现出来的表现形式,能够分为以下几种类别。
1. 纵向收缩,致使工件出现缩短情况,或者引发纵向弯曲,这是由于沿焊缝方向的收缩所造成的,此现象常见于长直焊缝处。
2. 垂直于焊缝方向会出现收缩,此项收缩属于横向收缩变形,它会对工件宽度以及孔距精度造成影响。
3. 构件角度发生变形,其原因在于板厚方向存在温度梯度,进而引发不均匀收缩,最终致使板材围绕焊缝轴进行转动,这种情况在V型坡口对接焊当中较为常见。
4. 首先是波浪变形,也就是失稳变形,它指的是薄板结构当中,压应力超过了临界值,进而导致屈曲现象发生,其呈现出的是波浪状的起伏形态。
5. 扭曲变形:由不对称焊缝布置或焊接顺序引起的空间扭转。
制定控制策略的基础在于理解这些变形类型。研究显示,焊接变形的影响因素能够被归纳成“热输入 – 结构约束 – 材料响应”三元耦合系统,这为系统性控制给出了理论框架。
二、设计阶段的预先控制策略

要预防焊接变形,需从设计的源泉根本之处着手,借助对结构设计以及接头形式予以优化,将变形的驱动力以最大的限度去减少。
1. 合理选择焊缝尺寸与形式
与变形量近似成正比的是焊缝尺寸,在满足强度要求的情形下,应尽可能采用较小的焊脚尺寸以及坡口角度,对于角焊缝而言,采用深熔焊或者坡口角焊能够减少焊缝截面积,针对对接接头来说,双面V型坡口相较于单面V型坡口更有益于对称加热,进而减少角变形,现如今因热输入小而受到青睐的是诸如激光 – MAG复合焊等高效焊接方法。
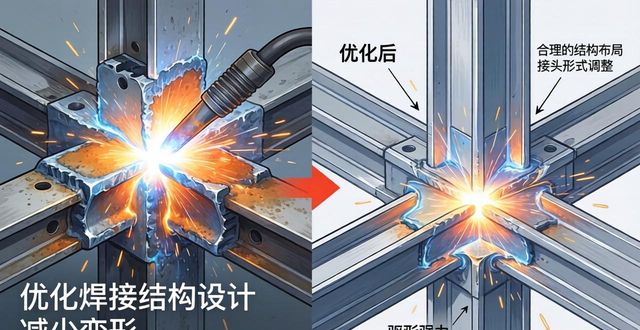
2. 优化结构布局与焊缝分布
焊缝以对称方式进行布置,能够让收缩力彼此相互抵消。针对非对称结构而言,能够凭借增添工艺筋或者运用平衡焊缝法(于非焊接的那一侧预先去加工艺焊缝)来构建虚拟对称。要制止焊缝过度集中一起,把间断焊缝交错布置开来,可以分散热影响区。举例来说,在大型箱型梁制造这个过程当中,把四条纵焊缝进行对称式布置,并且采用从中心朝着两端的焊接顺序,能够有效地控制扭曲变形。
3. 选用低变形材料与匹配焊材
材料热膨胀系数小且导热性好的情况下,焊接变形较小,铝合金因高热导率致使其变形控制比钢更具难度,选用高强度材料能够减小焊缝尺寸,采用低屈服强度焊材能借助塑性变形释放部分应力,最新研究表明,调控焊材相变温度点,利用相变膨胀抵消冷却收缩,是主动控制变形的新思路。
三、焊接工艺过程的精细化管理
这里是变形控制权的主要施展场地,也就是工艺实施阶段,要对热输入,另外需对拘束条件,并且还要对焊接顺序,这些都得开展精准的调控操作。
1. 焊接方法与参数优化

不同焊接方法的热效率存在明显差异,激光焊这类高能束流方法热输入集中,电子束焊同样如此,其变形比电弧焊要小大概30%-50%。于传统电弧焊里,运用脉冲技术、冷金属过渡也就是CMT等低热输入模式能够有力抑制变形。在参数优化层面,应当在确保熔深的条件下尽可能采用小电流、高焊速。研究显示,当线能量也就是热输入与焊速相除的比值降低20%时,角变形能够减少35%以上。
2. 焊接顺序与方向的科学规划
施焊顺序对应力分布作用直接,基本原则有,从结构中心朝向外进行对称施焊,先焊收缩量大的焊缝,长焊缝运用分段退焊法或者跳焊法,以此使连续热源离散化。针对大型框架结构,采用“构建 – 整体”两级顺序,先完成组件焊接伴随矫形,之后再进行总装焊接,如此可避免误差累积。数字化焊接序列仿真技术已然能够预测不同顺序下的变形量,进而指导工艺制定。
3. 工装夹具与强制冷却的应用
合理的夹具设计要平衡“充分拘束”跟“自由收缩”,在关键尺寸部位施加刚性固定,其他区域允许弹性位移,采用液压或气动可调夹具,能依据焊接阶段动态调整约束力,预置反变性是最有效的主动控制方法之一,通过理论计算或者经验数据预设反向变形量,常用反变形量约为预期变形的1.5至2倍,局部冷却(像使用铜衬垫、喷淋冷却)可加速热散失,减小热影响区宽度,不过要留意防止淬硬裂纹。
四、焊后矫正与残余应力调控
就算采取了相应具有预防性质的措施,微小的变形依旧很难被避免开来,需要借助焊后的处理方式来进行修正处理。
1. 机械矫正与热矫正
常采用三点弯曲或辊压或拉伸方法进行机械矫正,此适用于塑性较好的材料,热矫正也就是火焰矫正,是通过局部加热来产生反向收缩应力,其特别适用于大型结构现场修整,不过加热温度要控制在相变点以下,以此避免组织恶化,近年来发展起来的超声波冲击技术,是通过高频振动来降低残余应力,在矫正薄板变形方面效果显著。
2. 热处理消除应力

那种在550℃至650℃进行的整体或者局部退火,能够让残余应力下降70%至80%。振动时效技术借助共振达成微观塑性变形均匀化,具备节能特点还不存在氧化问题,已经在铸焊结构方面被广泛运用。需要留意的是,消除应力处理有可能会导入新的变形,得配合恰当支撑。
五、先进技术与特殊材料的变形控制
1. 数值模拟与智能化控制
以有限元法为依据的焊接变形仿真,已由热弹塑性分析发展至耦合相变、流固交互的多物理场模拟,其预测精度能够达到85%以上。将人工智能予以结合,构建“焊接参数-变形量”映射模型,可达成自适应参数调整。在线监测系统借助视觉传感器或者激光扫描实时测量变形,对焊接机器人进行反馈控制,从而形成闭环调节。
2. 异种材料与特殊结构的应对
对于钢和铝这两种不同材料的焊接,要考虑因为热物理性能不一样而致使的界面应力集中情况。采用过渡层、梯度焊接或者添加膨胀系数相匹配的中间层,是有效的办法。对于那种薄壁精密结构,微连接技术像微束等离子焊,以及固态焊接像搅拌摩擦焊,几乎没有变形,优势十分显著。比如说,航天器燃料箱体运用搅拌摩擦焊,变形量能够比熔焊降低一个数量级。
六、系统工程与全程管理
焊接变形控制并非孤立存在的技术环节,而是贯穿于设计、制造、检测整个流程的系统工程。建立“预测 – 预防 – 监控 – 矫正”一体化管理体系是极其重要的哟:在设计阶段要开展变形预测以及工艺评审;于制造阶段需执行工艺纪律并且记录参数;到检测阶段得采用三维扫描等数字化测量来评估变形;还要构建知识库去积累案例数据,持续不断地优化控制方案。
焊接变形控制,本质上是针对能量、材料以及结构相互作用展开的精准调控,这既要求深入领会热力学、金属学和力学的基本原理,同时也离不开在工程实践里所积累的工艺技巧。只有把科学分析跟实践经验相互结合起来,将局部优化与系统考量统一起来,才能够在经济性与质量之间寻觅到最佳平衡点,进而制造出尺寸精确、性能可靠的高品质焊接结构。











