
大家好,我是鱼丝纹,今天我们讲一段关于焊接坡口的探秘之旅。
对于焊接坡口,或许众多朋友并不觉得陌生,然而对于方才初次光临关注我的同学而言,还是得简要知晓一下究竟何为焊接坡口。在压力容器装备开始制造的进程当中,针对那些相对较厚的焊缝而言,开设坡口乃是绝对不可或缺的工序或者步骤。你能够将坡口想象成恰似一个“门户”,其具备的作用便是要保证在进行焊接的时候能够实现熔透,进而保证质量与数量。针对焊缝,之前存有一篇标题为《焊接缺陷与预防的探险之旅》的文章,有兴趣的朋友能够朝着左边出去,去找一找观看一番。那么返回到主要的话题上来,这个所谓的“门户”究竟存有哪几种形式呢?
第一种是不进行开坡口操作,即两个端面处于平齐状态,在焊接的时候必须要留出一定的间隙,这种坡口形式适用于相对较薄的板材,这是重点所在,与之相反的是对于较厚的板材而言就不太适用了,你能够将其想象成为是两个平行的世界,仅仅只需要一道小小的缝隙,就能够使得它们紧密地连接在一起。


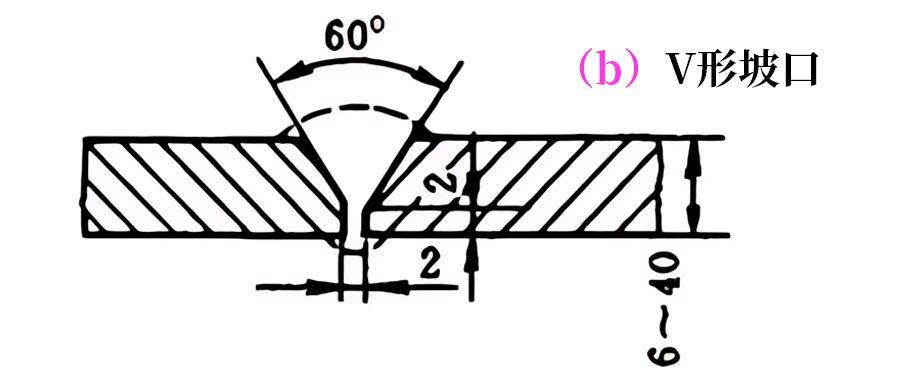
其次是V形坡口,于焊接端面开出一个斜边,造就一定角度,这个角度的存在,仿若一扇打开的小门,致使焊条或者焊丝能够轻易伸至焊缝根部予以焊接,如此一来,焊接进程便变得更为顺畅且高效。
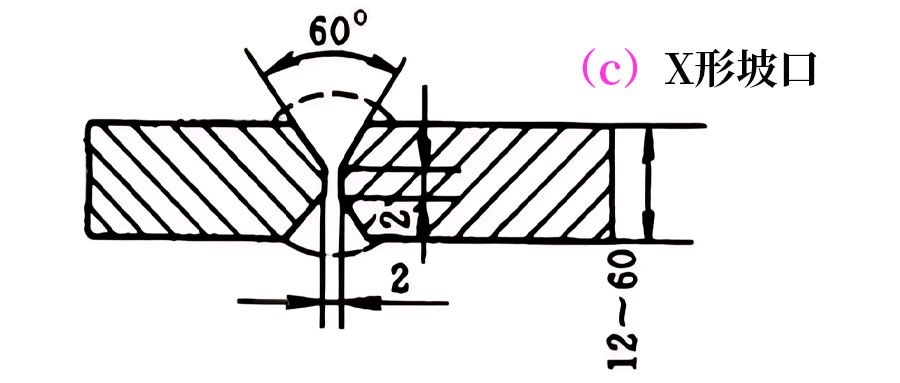
1. 那么,针对较厚的板材焊缝而言,2. 我们能够采用上下所呈现对称状态的V形坡口,3. 而这也就是人们常常会提及到的X形坡口,4. 就像示例图那样看起来是不是特别类似X,5. 这种坡口形式恰似两座山峰之间存在的峡谷,6. 从而为焊接给予了充足的空间以及深度,7. 进而确保焊缝能够实现熔透的效果,8. 以此保证焊接质量。
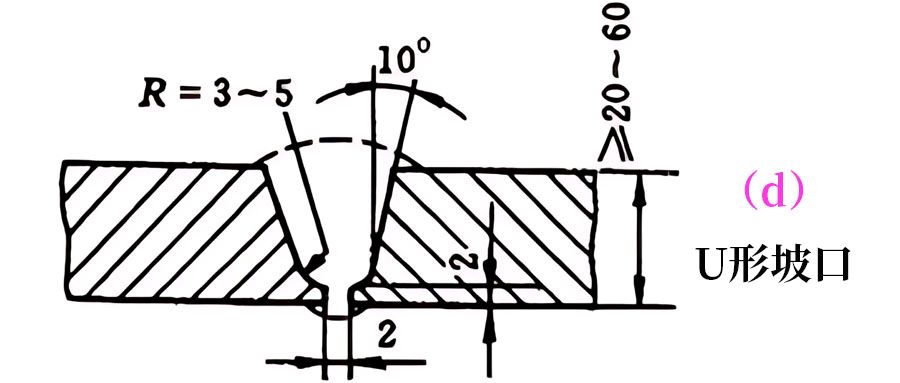
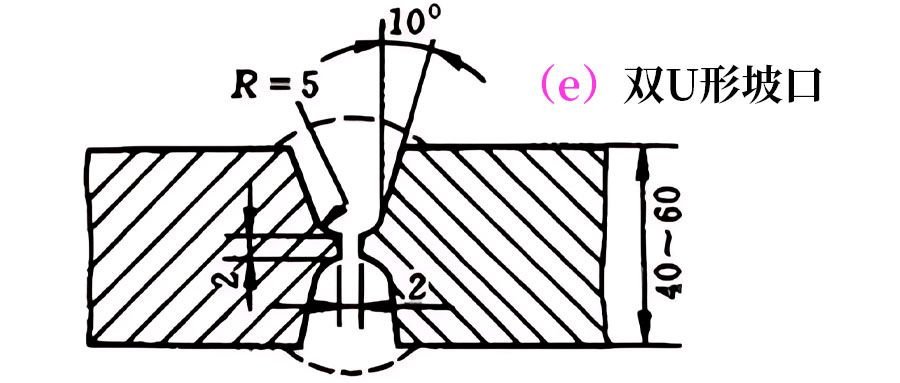
U形坡口适宜用于更厚板材的焊接,它类似极为宽广的盆地,能容下更多焊接材料,以此保障焊接的牢固性与稳定性。另外存在一种双U形坡口,想必此刻你肯定能够想出,适用于更厚板材的焊接。不管是单U形坡口,还是双U形坡口,均可在不同厚度的焊接里发挥作用。
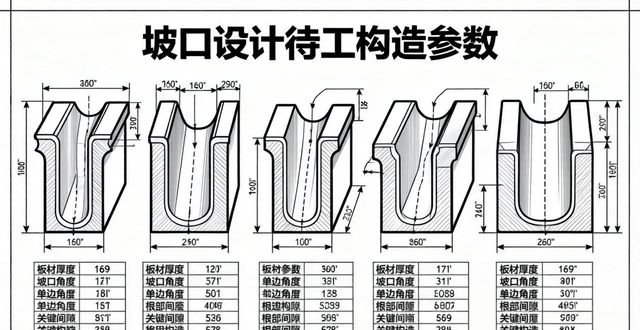
知道了这5种坡口形式之后,我们再去瞧瞧坡口设计当中要顾到的构造参数,这些参数(如图所示)含有板材厚度,坡口角度,单边角度,根部间隙等等,它们好似坡口的“身份证”,每一个参数都体现着坡口的特性与要求,体现着坡口的特性与要求。

当然,坡口加工的质量同样是相当关键的。设想一下,要是坡口的表面存有诸如裂纹、分层或者夹杂之类的缺陷,那么在焊接的进程当中就极易出现状况。所以,于加工坡口之际,我们务必要严格地遵循加工的要求,保证坡口相对而言没有瑕疵。

那么,在进行坡口形式的选择之际,首要确保的乃是焊缝能够实现焊透,这属于焊接的基本要求范畴,亦是我们必须予以遵循的原则呢。其次,坡口应当具备易于加工的特性。最后,针对那些对变形以及应力有着较高要求的设备而言,我们务必要尽可能地去减少焊接所产生的变形以及残余应力。你瞧,影响的因素存在许多,实际上归结起来就是一点——保证焊接质量。
现在,让我们来看看几种常用坡口形式的技术要求小结:

1、较薄的板材焊接适用不开坡口,它是手工电弧焊常用方式,其操作简单。
2、对于不同厚度板材的焊接而言,V形坡口适配此类场景,同时呢,X形坡口也适配此类场景,并且,它们可以保证焊缝实现熔透且质量达标。
3、更为厚实的板材焊接适用U形坡口以及双U形坡口,像高压容器以及锅炉等设备在制造进程里常常会用到这种坡口。

借助这次揭秘之行,我们不但知晓了焊接坡口的样式、设计所需条件,还有怎样挑选坡口的基础内容。坚信我们那些从事焊接的同伴,于未来的焊接进程里,我们能够更从容地去应对各类难题,打造出更为优良的焊接成品!











