

焊接一些压力容器阶段,要求焊接接头达成完全焊透,然而于开展实际操作期间,鉴于受到焊件结构的限制,时常会出现咬边、及焊瘤现象。
本文详细阐述了单面焊双面成形技术如何被运用,通过这般详细阐述,这一焊接难题得以解决,并且有效提高了焊接过程里的安全系数,还提高了焊接过程中的可靠性。
1、单面焊双面成形操作法简介
单面焊双面成形操作法,是运用普通焊条,凭借特殊操作方法,于坡口正面开展焊接,当前提为坡口背面未有任何辅助措施,且焊后要确保坡口的正面与反面皆可获得均匀整齐、成形良好、符合质量要求的焊缝的焊接操作方法。
它属于手工电弧焊里,那种具备较大难度的操作技术,适用于重要焊件,这些焊件没办法从背面清除焊根,也无法重新开展焊接。
2、单面焊双面成形操作法的适用范围
这般操作方法主要适用于存在板状对接接头,存在管状对接接头,存在骑座式管板接头,依据接头位置的不一样能够开展平焊,能够开展立焊,能够开展横焊以及能够开展仰焊等位置的焊接。
3、单面焊双面成形操作法的技术特点
单面焊双面成形这种焊接方法,通常被应用于V形坡口对接焊,它适用于容器壳体板状对接的焊接,也适用于小直径容器环缝,以及管道对接焊,还适用于容器接管的管板焊接。

单面焊双面成形,此焊接方法显著区别于一般的平焊、立焊、横焊以及仰焊方法之处在于,操作要点以及要求大体是一致的,焊缝内部绝对不应该存在空气形成的孔洞、熔化金属与熔渣等杂质夹裹其中的状况,根部必须均匀完全焊透,背面绝不能够出现焊缝金属过高形成的瘤状物以及向内凹陷等问题。
4、单面焊双面成形操作要点和操作实例
以下面这种情况为例,也就是板厚为12mm呈现V形坡口的对接平焊,进而再去作进一步的阐述,阐述的内容是关于单面焊双面成形的焊接方法。
1、试板装配尺寸坡口角度(60°)
装配间隙:始焊端3.2mm;终焊端4.0mm。
钝边:1-2mm;反变形:3°;错边量:≤0.5mm。
2、焊接工艺参数
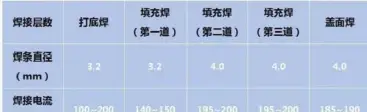
3、焊接要点
进行平焊的时候,鉴于焊件处于俯焊的位置,跟其他的焊接位置相比较而言,其操作是比较容易的,它是板状的其他各种位置,以及管状试件各种位置焊接操作的基础。

然而,处于平焊位置进行打底焊时,熔孔难以被观察并且不容易实施控制,在电弧所产生的吹力以及熔化金属所具有的重力两者的作用之下,致使焊道背面容易出现超高或者焊瘤等这些缺陷。
打底焊要注意以下几点:
(1)操控引弧所在位置,打底层起始于试板左端定位焊缝的起始焊接之处引出电弧,当电弧引发之后,略微停顿以进行预热,随后朝着横向方向摆动并向右实施焊接操作,等到电弧抵达定位焊缝右侧前沿之际,把焊条向下按压并稍微停顿一下,目的是为了形成熔孔。
(2)要对熔孔处于多少尺寸的状态予以把控,于电弧所具备的高温以及吹力发挥作用的情形下,试板坡口的根部位置出现被熔化且随即被击穿进而呈现熔孔这般的状况,此时应当马上把焊条提升起来,直至与熔池脱离大约1.5mm左右的距离,如此一来便能够朝着右侧方向依循正常的方式开展焊接操作。
(3)操控铁水、熔渣的流动方向,在焊接进程里,电弧始终要处于铁水的前方,借助电弧以及药皮熔化之际所产生气体的定向吹力,把铁水吹至熔池的后方,如此一来,既能确保熔深,又能促使熔渣与铁水相分离,降低夹渣以及产生气孔的可能性。
焊接之际,需留意观察熔池情状,熔池前方略微下凹,铁水相对平静,有颜色较深的线条自熔池中浮现出来,且渐渐朝着熔池后上部聚集,此乃熔渣,要是熔池超前,也就是电弧处于熔池后方之时,极易夹渣。
(4)掌握住坡口两侧那份熔合状况,于焊接进程当中,始终都得留意观察坡口方面的熔合状态,一定要做到清晰地视物,看到坡口面顺利熔体并且跟焊条那些熔敷金属混合从而形成熔池,熔池边缘必须得跟两侧坡口面面面相融,这才可以行得通,往远了说最好在熔池前方稍微有些个小坑,然而紧接着能够被铁水给填充得满满当当,不然的话熔合就不太好,背弯之际容易产生裂纹。
(5)焊缝接头的打底焊道没办法避开焊接接头,所以一定要掌握好接头技术。当焊条快要焊完,要更换焊条时,把焊条朝着焊接的相反方向拉回大概10到15mm,并且快速抬起焊条,让电弧渐渐拉长迅速熄灭。如此能够把收弧缩孔消除或者带到焊道表面,以便在下一根焊条焊接时把它溶化掉。留意回烧时间不能太长尽量让接头处成为斜面。

4、填充焊
在填充层施焊以前,要先把前一道焊缝的熔渣清理干净,还要把飞溅清理干净,接着要将打底层焊缝接头处的焊瘤打磨得平整,之后才进行填充焊。
填充焊要注意以下几点:

a、对焊道两侧的熔合状况予以良好控制,在进行填充焊操作时,将焊条的摆动幅度予以加大,于坡口两侧停留的时间相比于打底焊时可略微长一些,务必要确保坡口两侧拥有一定的熔深,并且要让填充焊道的表面稍微呈现向下凹陷的情形。
b、最终一道填充焊缝的高度以及位置需把控好,填充层焊缝的高度应当比母材低大概0.5mm至1.5mm,最好略微呈现出凹形,要留意不可熔化坡口两侧的楞边,以便于表面层焊接时能够看清坡口,从而为表面层的焊接奠定好基础。
进行焊填充焊道操作时,焊条其摆幅会逐层加大,不过要留意不能过大,而且绝对不能致使熔池边缘超出坡口上方的棱边。
c、接头方法不需向下压电弧了。其它要求同打底焊。

5、盖面焊
在盖面层进行施焊之际,焊条角度、运条方法以及接头方法和填充层一致,不过,盖面层施焊之时焊条摆动的幅度相较于填充层而言更大,在摆动的时候需要留意摆动幅度保持一致,运条的速度较为均匀。
同时,要留意观察坡口两边的熔化情形,在施焊的时候,于坡口两侧略微停顿一下,从而让焊缝两侧边缘能够很好地熔合,防止出现咬边,进而获得优质的盖面焊缝。
焊条摆幅是由熔池的边沿来确定的,在焊接之时,必须留意保证熔池边沿不会越过基准线2mm,不然焊缝就会超宽,特别是盖面接头更是要尤为注意,不然就不美观了。










