

金属铸锻焊技术,,,,,,,,,,,,,,,,,,,,,
,,,,年,月
不锈钢复合钢板基层采用埋弧焊的
焊接坡口设计
翟雪焕,,原国栋,
你提供的内容似乎不太完整且缺乏明确逻辑关系,不太容易按照要求进行改写。请补充更完整清晰的语句以便准确改写。
将中图分类号进行标识时,设置为多个连续并列状态,文献标识码也同样设置为并列状态,文章编号也进行多个连续并列放置,各部分之间用逗号隔开,且要确保整体的连贯性以及最后的标点符号使用正确。
不锈钢复合钢板焊接坡口和普通碳钢或者低合金钢不一样,设计出科学实用且经济合理的焊接坡口,对不锈钢复合钢板焊接来讲特别重要。过去不锈钢复合钢板焊接坡口形式主要是针对采用手工电弧焊来焊接基层而设计的。采用埋弧自动焊焊接基层,要专门设计焊接坡口形式。
就的不锈钢复合钢板板厚来说,还有焊接方式等相关因素,进行了综合的剖析,据此设计出了不锈钢复合钢板基层采取埋弧焊来开展焊接作业之际的焊坡口,针对与不锈钢复合钢板焊接技术绑定的一些生产当中的技术难题,成功予以解决,最终顺利且圆满地造就出了不锈钢复合钢板的成品。
,产品概况
所涉产品是,用于,万吨、年甲醇项目的,名为奥氏体系复合钢板分离器,数量有,台,其基本情况呈现于表。
表,复合钢板产品概况
首先是产品名称,其为筒体规格,接着是材质,是钢板厚度,再者是离器,有两个离器,还有醇分离器,然后是具体尺寸,为×,连续有多个×,最后探讨焊接方法的选择。

往时焊接不锈钢复合钢板之际,基层大多运用焊条电弧焊。鉴于这三台复合钢板产品直径颇大,壁厚度较厚且工期紧迫,故而决定基层采用埋弧自动焊,过渡层与复层采用焊条电弧焊。
,焊接坡口设计应考虑的因素
中母材和填充金属的比例。
将焊接坡口开设出来,主要目的在于确保能够实现焊透。而能不能焊透,主要是由坡口的形式以及尺寸来决定的。对于焊接坡口而言,应当依据板厚、焊接所采用的方法,以及图样提出的要求或者工艺方面的条件,去选用标准坡口,或者自行设计出坡口。要选择坡口形式以及尺寸,需综合性考量下述这些因素,其一,要确保焊缝能够焊透,其二,坡口形状易于加工,其三,便于进行装配,其四,尽可能减少焊缝金属的填充量,以此提升生产效率,其五,保证焊接接头质量,防止产生焊接缺陷,其六,减少焊接残余应力与变形,其七,有利于焊接防护,进而改善劳动条件,其八,方便焊工操作,其九,复合钢板的坡口应有助于减少过渡层焊缝金属的稀释率。
,焊接坡口形式的设计
以确保复合钢板原本具备的综合性能,需针对基层、过渡层以及复层逐个实行焊接。所设计的坡口形式如同图中展示的那样。它拥有的优点是。
,,°,,°
,,,,,,
,,°
,,,,,,,,,,
,,,
,,°
,,°
,,°
,,,,
,,°
(内)
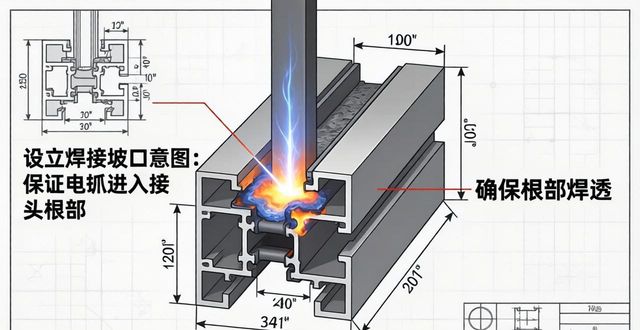
设立焊接坡口的意图主要在于保证电弧能够进入接头根部,用以使得接头根部得已焊透彻。其次是有利于清扫熔渣,而能获取相对较好的焊缝形态。再次则是去调整焊缝。
收稿日期,,,,,,,,,,,
翟雪焕,是作者简介中的人物,其性别为女,籍贯是陕西蒲城,身份是副教授,拥有工学硕士学位。
那用于进行通信联络,能够传递声音并方便人们交流沟通的工具,被称作电话。
图,坡口形式
,易于基层运用埋弧自动焊进行焊接操作,降低飞溅的产生的规模以及频率与概率,确保焊缝质量处于较高水平,以使劳动条件得到改善,进而有效提升劳动强度下的生产效率达到更高程度。
,,,
坡口尺寸的标注,使用的是复层当作基准,尽可能地让复层达到对齐的状态,要确保错边量不会超出标准范围,以此保证其具备耐腐蚀的性能。
有利于在基层金属面上对焊缝进行定位,采用焊接基层金属的电焊条来施焊,要严格防止碳钢焊条焊接在复层面上。
基层和复层是完全分离的状态,这种情况对于焊工技术水平的要求是比较低的,它方便焊工进行实际的操作,而且对焊缝返修也是有利的。
,要防止在基层焊接的时候,让焊缝熔化至复层,需避免复层焊缝根部的含碳量出现增加的情况,还要防止其脆性得以提高,进而产生裂纹,以此保证复层金属具备耐蚀性能,同时也要避免少量不锈钢成分被稀释到碳钢焊缝之中形成马氏体组织由此产生硬化。
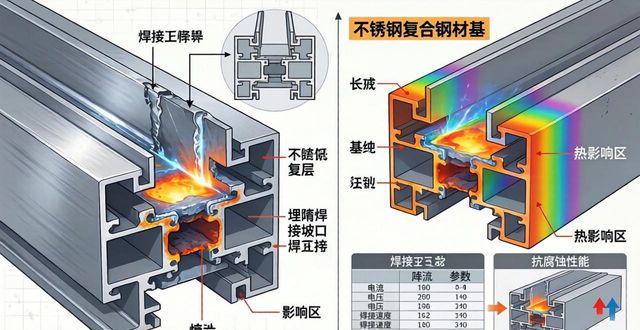
降低基层焊接进程对于不锈钢复层所产生的热影响,从而确保其具备抗腐蚀性能。
这会有利于对基层飞溅予以严格把控,防止碳钢飞溅致使复层表面出现锈蚀情况,并且还有利于在复层实施焊接之前,将坡口边缘复层坡口之上的飞溅物清理掉。
于进行剥离复层侧这个操作之际,朝着基层的方向刨出能够达到的深度,此行为令复层的厚度得以增加,进而确保了过渡层与复层两者之间的焊接质量,还确保了其具备耐腐蚀的性能。
在复层的侧面部分进行设计安排,设置特定度数的斜角,以此来确保过渡层以及复层根部能够实现焊透的效果,进而避免焊缝出现夹渣以及未熔合这样的缺陷情况。
有利于开展射线探伤检查,易于发觉缺陷,方便进行返修。不锈钢复合钢板焊缝与普通钢板焊缝的探伤存在差异。复合钢板射线探伤仅针对基层,复层只需实施渗透探伤检查。在设计焊接坡口形式之际,把复层侧施行剥离,宽度是为射线照相提供可作对比的宽度。基层焊缝应比剥离后的平面高出,这也恰恰是《钢制压力容器》对自动焊焊缝余高的规定。此时,在射线照相底片上就是焊缝颜色较亮,母材颜色较。
黯淡,分辨率相对较高,易于察觉焊缝不足之处,还利于焊缝进行返修。此处的关键要点在于,其一,要确保剥离面呈现平整状态,不被允许出现显著的凸凹面以及倾斜面。其二,需保证焊缝余高为特定数值,最好应当比剥离面稍微高一些。其三,焊缝仅准许对剥离面进行熔化操作,预留出一定宽度,留出相应宽度的剥离面作为可用于对比的宽度,不被允许基层焊缝全覆盖整个剥离面,更加不被允许熔化复层。
按此焊接坡口形式,采用埋弧自动焊,使用确定的焊接材料和焊接规范等,施焊不锈钢复合钢板焊接工艺评定试板,经射线探伤和渗透探伤检查合格后,进行拉伸、弯曲、冲击、金相、晶间腐蚀、复层化学成分分析,完成焊接工艺评定。由焊接工艺评定指导,编制产品焊接工艺,经产品焊接质量检验,圆满制成不锈钢复合钢板产品。
凭借上述设计方面的分析,以及实际的应用情况,证实了所设计的焊接坡口形式,在技术层面是先进的,在经济层面是合理的,在实用方面是可行的。
,结论
采用埋弧自动焊来焊接不锈钢复合钢板基层的话,那这可是完全具备可行性的重要举措哦,要是设计出科学合理的坡口形式,这无疑是十分关键且不可或缺的重要事项呢。
,,,设计不锈钢复合钢板焊接坡口应综合考虑多种因素。
,,,我们设计的不锈钢复合钢板焊接坡口技术先进、经济实用。











