

用于焊接的接头形式有对接接头,还有角接接头以及T字形接头,另外还有搭接接头。焊接时所说的坡口,是为了保证能够将焊件完全熔透,并且确保焊接质量,同时减少焊接发生变形现象,在焊机开始施焊之前,通常会把焊件相互连接的部位预先加工制作成各种各样的形状。不同样式的焊接坡口,适用于不一样的焊接方法以及焊件的厚度。
主要存在三种形式,分别是X型坡口,V型坡口以及U型坡口。当钢板厚度处于7至40mm这个范围时,V形坡口是可以被采用的情况。V形坡口具备加工较为容易的特性,然而在焊后却容易出现角变形的现象。
依据焊接板厚存在差异,对接接头的坡口型式具备:(1)I形坡口(也就是平接),其用于焊接板厚处于1至6mm的焊接工作,为了确保将焊件焊透,接头的地方需要留出0至5mm的间隙。(2)V形坡口,它用于板厚为6至30mm焊件施焊,这种坡口在加工方面较为便利。
运用电弧焊,手工电弧焊的基本工艺要求是准备好接头形式(坡口型式),坡口的形状取决于被焊材料,其尺寸大多取决于被焊材料的规格(主要是厚度),还取决于所采取的焊接方法,以及焊缝形式等。
首先,开坡口形式有两种:双面V型坡口和U型坡口。
电焊(手工焊)有哪几种焊法?
运条方法为直线形,运用这种运条方法进行焊接之际,焊条不进行横向摆动,而是顺着焊接方向做直线移动,它通常被应用于Ⅰ形坡口的对接平焊,多层焊的第一层焊接位置或者多层多道焊,还有直线往复运条法。
手工电弧焊存在几种焊接方法,平焊是焊缝倾角为0°,在平焊位置开展的焊接,该位置焊缝倾角0°,焊缝转角90°;立焊是在立焊位置进行的焊接,其焊缝倾角90°,也就是立向上的情况,还有焊缝倾角270°,即立向下的焊接位置。
焊接方法之中,电焊存在着4种,也就是、手工焊,此为手工电弧焊,还有埋弧焊,气电焊,离子弧焊。电焊乃是焊条电弧的俗称称谓。凭借焊条,借助电弧高温,将金属部件需要连接之处加以融化,进而实现这样一种焊接操作。

用于电焊的三种主要焊法涵盖:手工电弧焊、气体保护焊以及激光焊。手工电弧焊:手工电弧焊属于最为常见的一种焊接方式。它借助电弧所产生的高温用以熔化金属 ,随后经由焊条把熔化的金属填充至接头里。
焊条电弧焊,其原理是,一种用手工来操作焊条去进行焊接的电弧焊方法,它利用焊条跟焊件之间构建起来的可稳定燃烧的电弧,致使焊条以及焊件熔化,进而获取牢固的焊接接头,它属于气-渣联合保护。
“>
电弧焊的基本工艺
焊角焊缝之际,电流得大些,打底焊之时,尤其在焊接单面焊双面成型状况下,所使用的焊接电流要小,填充焊之时,一般采用较大的焊接电流,盖面焊之时,为避免咬边以及获取较为美观的焊缝,所使用的电流要小些。
焊件施焊前,需先清扫拟焊之处,以防电弧无法顺利点燃,以及焊缝质量受其影响,还要备好接头形式,也就是坡口型式。
电弧焊其基本操作方法包含以下这些。有引弧,还有划擦法引弧,另外有运条,再者是收弧,收弧又分为划圈收尾法、回焊收尾法、转移收尾法这几种。
首先,把电焊机输出端的两极,分别跟焊件以及焊钳相连接。接着,用焊钳去夹持电焊条。然后,在焊接的时候,于焊条跟焊件之间引出电弧,高温电弧会使得焊条端头以及焊件局部被熔化,进而形成熔池。
进行画圈操作,此画圈是围绕焊缝来画,还有直填式做法,即焊条随着焊缝直接融化,存在三角式方式,一般立焊时使用,也就是就焊缝两边以及熔池这三点。

钢结构电弧焊接:其一,平焊。得去选择适宜的焊接工艺,还有焊条直径、焊接电流、焊接速度以及焊接电弧长度等,借助焊接工艺试验来进行验证。其二,清理焊口。在焊前要检查坡口、组装间隙是不是符合要求,定位焊是否牢固,焊缝周围不准有油污、锈物。
焊接钢筋时,焊接方法主要有哪几种?
1、气压焊,它能够用于进行对接焊接,针对的是直径处在40mm以下的钢筋情形,且是级别的钢筋,在垂直位置上,或者是在水平位置上,又或者是在倾斜位置上。当不同直径的钢筋进行焊接的时候,其径差是不可以超过7mm的。气压焊设备的示意图呈现为如图4所示的样子。
2、钢筋焊接方式主要存在六种,其中涵盖闪光对焊、气压焊、埋弧焊、电弧焊等,电弧焊又能细分成帮条焊、坡口焊等焊接方法,这些均是相对简易便捷的焊接方式,且极易实现焊接。
3、建筑施工里常用的连接方法当中有钢筋焊接,本文会介绍四种常见的钢筋焊接方法,它们分别是闪光对焊,电渣压力焊,电弧焊以及冷挤压连接,闪光对焊是一种质量可靠并且高效的钢筋焊接方法。
4、于建筑施工进程里,我们或许会要有把钢筋焊接于一处的情况,那么钢筋焊接的方式存有几种呢,紧接着小编就简易地给大伙予以介绍一番。
5、主要是涉及到厚度,还有所采用的焊接方法,以及焊缝的具体形式等。在实际运用当中,常见的坡口型式存在弯边接头,它适用于厚度为3mm的薄件。坡口角度一般选取60至70°,采用钝边(也就是根高)的意图是避免焊件被烧穿,而间隙是为了方便焊透。
焊接时坡口双Y与坡口双V有什么区别
1、焊接面积大,焊材填充少,但工作效率反而高,结实。
2、(1)能够进行单面焊接,焊件无需进行翻身操作。(2)焊接形成的坡口空间面积较大,所用到的填充材料较少,当焊件厚度比较大的时候,其生产率相较于Y形坡口要高。(3)焊接过程中产生的变形相对较大。(4)坡口面根部半径位置的加工存在困难,所以对这种坡口的大量推广应用造成了限制。
3、在钢板厚度处于7至40mm这个范围的时候,是能够使用V形坡口的。至于V形坡口,它具有加工较为容易的特点所在,然而在焊后却容易显现出产生角变形的情况。所谓X形坡口,是当板厚处于12至60mm之际,是能够采用X形坡口的,它也被称作双面V形坡口。
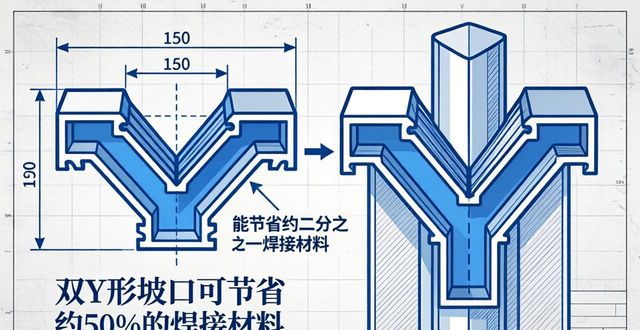
4、双 Y 形坡口相比 Y 形坡口,能节省约二分之一的焊接材料,然而其必须两面都可施焊,故而有时会受到结构形状的限制。U 型坡口以及双面 U 型坡口,根部较宽,利于焊透,并且焊条的消耗量也比较小,不过坡口制备的成本较高,一般只在重要的承受动载的厚板结构当中采用。
5、v型坡口跟双v型坡口存在着怎样的差异呢,焊接接头的坡口形式包含以下几种,oi型,此坡口是呈垂直状的角边,主要是被应用于压力不算大的钢结构当中,并且还有薄板以及密封焊。
焊接的接头形式在生产过程中应用最多的是
焊接构件里头用得居多的接头形式为对着接,对着接的接头,在两个焊件的面部形成大于或者等同于一百三十五度并且小于或者等同于一百八十度夹角的那种接头被称作对着接接头,它是各类焊接构造里头采用数量最多的一种接头形式。
具备四种身为焊接接头主要基本形态存在的类型,分别为对接接头、T型接头、角接接头以及搭接接头。在将两块钢板的周边沿线朝向彼此并使其表面呈现为直线而实现结合的状况下所得至是的接头范畴即为对接接头。该种接头能够承受程度较高的静力以及震动条件下所产生的载荷,因此属于焊接结构里应用频次相对较高的接头形态。
不过应用最为广泛的是熔焊,在此着重介绍熔焊接头。1)熔焊接头:熔焊接头是由焊缝金属、熔合线、热影响区以及母材组成的。其中焊缝金属是填充材料与部分母材熔化后凝固而成的铸造组织。另外熔焊接头各部分的组织并非均匀,性能方面也有差异。
有对接接头,有T形接头,有角接接头,有搭接接头。常见的焊接接头形式里边存在对接接头,存在T形接头,存在角接接头,存在搭接接头。这些焊接接头的表现形式能够凭借手工电弧焊去实施焊接,只是焊接出来的质量是不一样的态势。
把管道进行法兰连接时,先将待连接的那些管道全都焊接上相同的法兰,接着使用螺栓螺母把法兰对接起来并紧拧,而且要在中间加上垫片,在进行拆装的时候,一般情况下垫片是需要更换的。
焊接接头形式:对接接头、角接接头及T字形接头、搭接接头。焊接坡口——为保证全熔透和焊接质量,减少焊接变形,施焊前,一般将焊件连接处预先加工成各种形状。不同的焊接坡口,适用于不同的焊接方法和焊件厚度。
对于手工电弧焊常见的接头型式有哪些的介绍图片,关于手工电弧焊常见的接头型式有哪些此类图片的说明,到此即终止了,多谢阅览。










