
存在这样一种情况,两坡口面之间所形成的夹角,被称作坡口角度。当处于单面坡口这种情况时,此时的坡口角度是等同于坡口面角度的;而要是出现双面对称坡口这种情形,那么这种情况下的坡口角度等于变成了两倍的坡口面角度。
基本特征播报
坡口面角度,乃是指那待加工坡口所处的端面跟坡口面之间所形成的夹角,一般情况下,会使用符号β来进行表示。
坡口面角度跟坡口角度紧密关联,当进行单面坡口开设时,坡口角度等同于坡口面角度,在开展双面对称坡口开设时,坡口角度是坡口面角度的两倍。
需要综合材料种类,选择坡口角度,需依据厚度,要考虑焊接方法,还得顾及质量要求等因素。

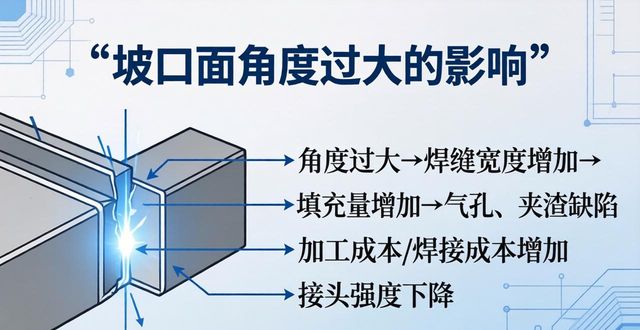
坡口角度要是过大,那么就会增加焊缝宽度,还会增加填充量,这有可能会导致出现气孔、夹渣等缺陷,进而增加加工成本,也会增加焊接成本,并且还可能影响接头结构强度。
包含V型、Y型、X型、K型等的常见坡口形式,适用于焊件,焊件有着不相同的厚度,还有着不一样的焊接需求。
发展历程播报
涉及传统开坡口的方式,存在剪边,存在刨边,存在车削,存在火焰切割还有等离子切割等等。激光切割属于其中的一种加工方式,这种方式具备热变形相对比较小的特点,具备切口质量比较好的特点,具备尺寸精度比较高的特点,还具备运行较为稳定的特点。当下,在国内以及国外,已经普遍运用激光切割机来开展20mm甚至更厚钢板的坡口加工,能够一次成形V、X、Y等形状的坡口。

在传统方法里头,手工火焰切割对于工人的熟练程度以及工作状态所提出的要求是比较高的,在确保批量焊件一致性这个方面是存在着局限的,等离子切割的割缝相对较宽,这有可能对尺寸精度产生影响,并且切割过程当中会产生弧光辐射、烟尘以及噪声。
平面激光切割基础上,增加旋转轴并需可控制五轴联动的数控系统相配合才有激光坡口切割的原理,此项技术比直切更复杂还通常得靠5轴或6轴联动系统来达成。
影响播报
开坡口有着这样的目的,其一,是为了保证电弧能够深入到焊缝根部,其二,好使焊接更加充分,其三,能获得良好的焊缝成型,其四,还有清渣便利的效果,对于合金钢而言,坡口除了上述作用外,还具备调节母材金属和填充金属比例的功能。
依据材料、厚度、焊接方法等相关因素,综合考量来进行坡口角度设计,而这会对立焊时的接头强度及焊接质量、效率产生直接影响。进行钢筋焊接时,比如,坡口平焊的情况下,角度适宜范围是55°~65°,立焊时角度适宜范围则是40°~55°。
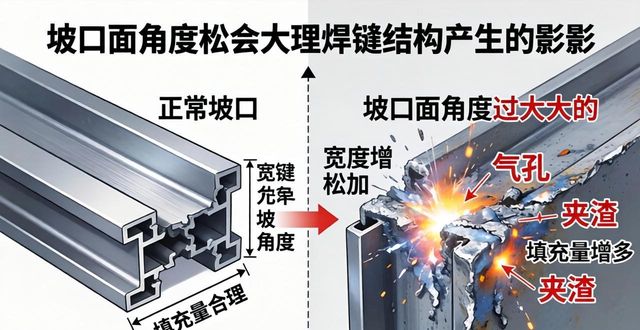
坡口角度要是过大的话,就会致使焊缝宽度有所增加,进而使得填充量增多,这样一来有可能引发气孔、夹渣之类的缺陷,而且嘛,还会增加准备工作难度的复杂度,以及加剧焊材的消耗,导致效率降低,另外还可能会削弱接头结构的强度。
坡口切割工艺较直切而言较为复杂些,激光坡口切割所需在五轴乃至六轴做联动的系统,借此达成激光刀头于三维空间里的精准移动以及同步,其技术是复杂的。
出处播报
《机械工程名词 第二分册》。










