
焊件板厚达到或者超过6毫米之际,是因电极所产热量难以让焊缝根部实现完全熔透,故而才需要开设坡口。
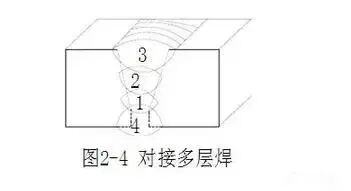
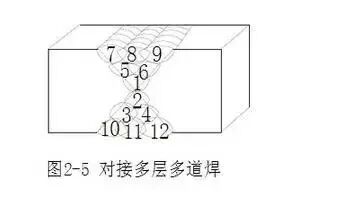
针对开坡口对接接头展开的焊接工作,焊接方式可是采用多层焊法即如图2 – 4所示的那种,也能够采用多层多道焊法也就是如图2 – 5所示的那种。

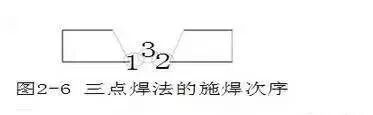
(1) 焊道为多层时,针对第一层的打底焊道,要选用直径较小的焊条,其运条方法依据间隙大小来确定,间隙小的时候,可采用直线形,间隙较大时,要采用直线往返形,目的是避免烧穿,当间隙极大且无法一次完成焊接时,便采用三点焊法(图2-6)。
首先给坡口两侧分别焊上一道焊缝,存在于图2-6里标注1、2处,以此让间隙变小,接着再开展图2-6中缝3的敷焊,于是形成了由焊缝1、2、3一同构成的一个整体焊缝。然而,在通常情形下,不应该采用三点焊法。
当着焊第二层之际,要先把第一层的熔渣清理得干干净净,紧接着使用直径相对较大的焊条以及较大的焊接电流去开展焊接工作。采用直线形状、幅度比较小的月牙形状或者锯齿形状的运条办法,并且应当运用短弧开展焊接。

往后各层次的焊接操作,都能够运用月牙形状或者锯齿形状的运条方法,只是其摆动的幅度应当随着焊接层数的增多而逐步加宽。当焊条进行摆动时,必须要在坡口的两边略微作停留,不然的话很容易产生边缘熔合不好以及夹渣等方面的缺陷。
为确保质量,为防止变形,要让层与层之间的焊接方向相反,焊缝接头也要相互错开。
(2) 多层多道焊的焊接法子跟多层焊接很相似 ,存在差异之处为 ,因为一道焊缝无法达成所要求的宽度 ,所以得由数条窄焊道并列构成 ,进而实现较大的焊缝宽度 (图2 – 5)。焊接之际采用直线形运条法。
【注意事项】
(1)从事低氢型焊条焊接平面对接焊缝这个工作时,焊条得按规定烘干,焊件焊接处要把油污、铁锈、水分等彻底清除掉,不然会产生气孔。
(2)在操作时,一定要采用短弧,以防止空气侵入熔池。
(3)假如运用月牙形运条法,那么能够让熔池冷却的速度变得缓慢,这对焊缝里气体的逸出是有利的,进而用以提升焊缝的质量。







招收学员常年进行,每个月都会开设新的班级,实行循环式教学,学员随时前来都能开始学习,住宿安排统一,还会对学员就业进行推荐!
一、报名时间:
任何时候都能报名,无论节假日都不会休息,报名方式有现场报名,通过微信报名,利用电话报名,借助QQ报名都可以。
二、报名条件:
(零基础培训班)
1.无年龄、性别、地域限制;
2.无学历限制 ;
3.具备相应的身体条件。
三、报名热线:
联系电话: —

地 址:昆明市昙华路485号(昙华寺公园后门旁)
网 址:











