
一.标准一,关于产品展开计算,目的在于统一公司总部标准,让产品展开能够迅速符合标准,进而使得公司总部的产品制作以及测量标准达成统一。标准二,适用范围是本标准适用于各类薄板的展开计算。标准三,展开计算原理如下,板料在弯曲过程当中,外层会受到拉应力,内层会受到压应力,理论上来说外层之间存在一个既不会受到拉应力也不会受到压应力的过渡层,也就是中性层。此中性层是一个假想的层面,在弯曲过程里面中性层被假想成与弯曲之前的状态维持一致,也就意味着长度始终不会改变,所以中性层是用于计算弯曲件长度的基准层面。中性层的位置与变形程度有着关联,当弯曲半径比较大,折弯角度比较小的时候,变形程度较小,中性层位置靠近板料厚度的中心之处;当弯曲半径变小,并且折弯角度增大的时候,变形程度也随之增大,中性层位置会逐渐朝着弯曲中心的一侧移动。中性层到板料那侧的长距离用A来表示。
折弯方法的确定,其中折弯方法存在单发冲床模具折弯以及折弯机模具折弯这两种,单发冲床模具折弯的方式以及精度是借助模具来达成的,所以只要制作出合格的模具,便可以生产出合格的折弯产品,而运用折弯机折弯则不但需要选出合适的折弯模,还一定要调试折弯参数,所以,要是采用折弯机折弯,那么在计算展开尺寸的时候就必须考量折弯机的折弯方法,一次一道弯,该种折弯运用普通通用折弯模来达成,涵盖折直角、钝角以及锐角,就像图2所展示的那样,一次折两道弯即压锻差,此种折弯依靠专用特殊模来完成,不过折弯难度相较于普通折弯更大,就像图3所呈现的那样,压死边,此种折弯也得用特殊模来完成,就像图4所显示的那样,大R圆弧折弯。

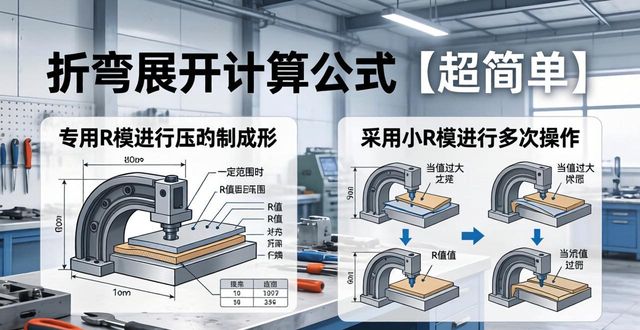
就这类的折弯情况而言,像R处于一定范围之内的时候,能够采用专用的R模去进行压制成形,如果那R值是过大的情形,那么就有必要借助小R模通过多次操作来完成压制成形。
(如图5)图5这四种折弯的展开计算是不同的。
因此在看图时,要根据零件的折弯尺寸来确定使用何种折弯方法。
一般使用的NC数控折弯设备都是所生产的。

其所配套折弯机的普通通用折弯模具,其V形槽宽度,通常是适用该折弯模的板厚的5至6倍,要是采用一次折一道弯的方式,那就必须考虑到折弯模的V形槽宽度W1,以及V形槽一边到模具外侧的宽度L1。
如图6,折弯高度H的经验值,依据产品形状,存在如下三种情况(以90度来举例,钝角以及锐角和直角相近似),其一为简单的90度单边折弯。







![2025年中国钣金加工行业现状、产业链结构及发展全景研判:智能化是行业未来发展趋势[图]-铆焊老刘铆工焊工笔记](https://83ch.com/wp-content/uploads/2026/02/1771729218647_0.png)


