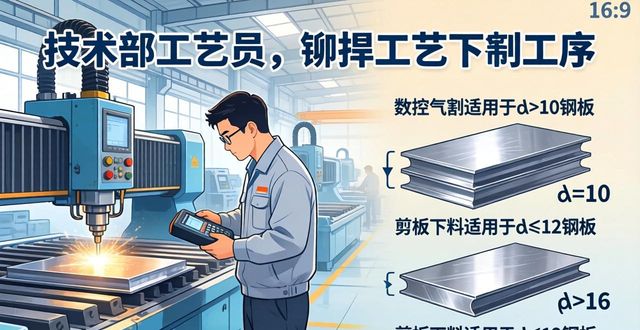


从以下方面考虑,技术部工艺员作工工艺时,作铆焊工艺应参考项目一:序号一工序代码说明备注,结构下料二十九,准备方面,要读图、编程、上料找正、调整割嘴、清理,数控下料一般用于δ大于。厚度为10的钢板,在进行割取大于等于80的钢板的孔作业时,需要增添机加钻φ202。 进行下料时,要讲清楚方法,比如:采用数控气割的引孔工序来下料、通过等离子气割进行下料、利用剪板对厚度小于等于10的钢板进行下料、进行手工气割下料、运用无齿锯切割去割长孔的钢板(厚度为δ的下料等等。大于16的情况下采用此方法是无法进行切割的。剪板下料适用于厚度小于等于12的钢板,这些钢板呈现出规整的形状。在下料时,对于需要留加工余量的件号,要给出留量的大小。如果厚度需要留加工余量的,要给出厚度大小,尺寸和外形要求严格的,余量较小,没有要求的则按照净尺寸下料,此情况不使用此方法。4. 型钢进行下料的操作时,要是属于直接焊接的情况,一般而言是结构下料,一4手工气割下料以及无齿锯下料有时均可采用,主要针对的是(达涅利产品),并且两端面暴露在外侧,型钢和管材下料(主要用于侧,应在机加下料直接焊接)5下卷板料时,当直径大于或等于1200时,无需留余量;当直径小于1200时,要留250的余量1机加 – 17主要是型钢和管(或圆钢)材下料(尺寸要求较严格的或转机加加工的采用此方法),要是需要留加工余量的则要明确留量大小。当前,机加的锯床仅仅能够锯切高度为300、宽度为400的工件,2结构-打磨,24下料之后要对工件进行打磨,对于这项工作的工时该如何给予呢!3结构-校正,30薄板下料之后容易产生变形,需要进行校正,一般状况下,厚料尺寸不大,可不校正 4结构-打坡,25给出采用何种方法打坡口:坡口机(大口长且厚度≤25的)、半自动以及手动(小口短的)、机加(斜度大的或者需要UT探伤且坡口机无法打坡口的) 5结构-打磨,24打坡口之后对工件进行打磨 6结构-校正,30薄板长料打坡口之后容易变形,需要校正,一般情况下,薄料或者长料打完坡口之后要校正,短料或者厚料的件不需要单独校正。7结构的卷板,27煨弯之际应先进行放样划线,随后焊接定位块,卷板通常最先利用引弧板卷出弧形状前来,方可继续卷圆;结构上的煨弯,28并且要制作必要的辅助工具(有胎具的情况除外);卷制之时一般要制作样板来依靠检验。结构上的折弯,31。折弯的时候有时是需要准备工装的,8机加要进行划线,07按照某件图纸去划X(数量)-φ d(孔径),要是焊前需要把某件的孔或者长孔孔线弄出来,如果是螺纹孔:X(数量)-Md(螺 等得先加工出来,得先做出此纹)底孔线工序,9机加减进行钻18钻X(数量)-φ d(孔径)孔线,要是若是长孔,钻就得改为铣螺纹孔:钻X(数量)-Md(螺纹)得先做出底孔线、钻某件引孔,10装进行攻丝5用5攻X(数量)-Md(螺纹)螺纹孔要是只是孔就没有此工序,11机加焊接前要是某件再需要加工就得按此件写加,比如:某件需要在焊前车内孔、先进行攻丝其中此工序包含机加坡口等(焊后没办法加工)等,12结构进行组对,601要准备:读图、工辅具。2. 划中心线,还有位置线,以及做放样等。通常来讲,大的物件是需要进行放样的。按图组对,首先要组对 XX(主要件),小的物件仅仅划线就可以了。接着按照顺序去组对其他的件。组对要有先后的顺序,尽可能叙述清晰。组对之后要进行自检。自检合格之后还需要加设拉筋,做加固焊(焊缝长度为 20 至 30)。按图纸检验各个尺寸以及外形。结构方面要进行校正,组对出现变形之后要校正。