
01小径管对接焊流程
开坡口与装配技巧
选用作为试件材料的是20无缝钢管,其规格是60mm x 4mm,坡口设计成60°V形,要达成单面焊双面成形。在试件的装配进程里,需要认真仔细地修磨钝边,还要清理坡口。准备的焊条是E4303或者E5015,直径能选择2.5mm或者3.2mm。为给后续焊接做好准备,要仔细开展试件装配:
1) 要把钝边修整打磨到一毫米至一点五毫米的范围,得保证边缘是光滑的,不存在毛刺,与此同时,还得把控错边量处于零点五毫米的界限以内。
2) 运用角向磨光机,以及锉刀,还有砂布,再加之钢丝刷这类工具,对坡口正、反两面各自20mm幅度内的油污,以及水分,还有氧化物,以及毛刺,以及铁锈等杂质予以彻底清理,直至金属光泽显现出来。
3) 把清理完毕的试件开展对齐找正工作,留出 3 至 4 毫米的间隙,接着运用正式的焊接工艺以及焊接材料,于试件坡口以内的斜平位置实施定位焊,定位焊点要处理成斜坡形状,并且带有适当的反变形,组装结束后,经过检查合格,把管子依据焊位以及合适的高度固定于操作架上等待焊接。
接下来,我们探讨小直径管对接水平固定打底层的焊接技术。

打底层的焊接技术

在引弧的时候,以及连弧焊的进程当中,因为碱性焊条的熔渣数量比较少,并且保护气体的量也少,所以很容易致使焊缝出现密集的气孔。采用划擦法来引弧,在始焊处时钟6点位置往前10mm的地方引弧之后,把电弧拉到始焊处去进行预热,要保证坡口根部呈现出“出汗”的状况,在这个时候就完成了引弧。断弧焊引弧是在时钟6 – 5点的位置,不然的话就会导致仰焊位置出现弧坑裂纹以及气孔。
在焊接过程中的焊条角度控制尤为重要:
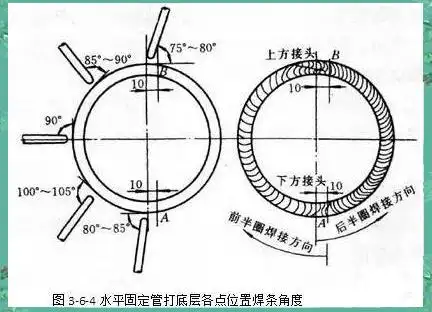
1) 处于起焊点处,也就是时钟5 – 6点的那个位置,焊条相对焊接方向管的切线,其夹角需要被控制在80 – 85°的范围之内。
2) 当时钟走到7 – 8点的位置时,因为这个地方是仰焊爬坡焊,所以焊条跟焊接方向管切线之间的夹角要调整成100° – 105°。
3) 抵达立焊位置,也就是那时钟9点钟的位置,此时要维持焊条跟焊接方向管切线的夹角是90°。
4) 将焊接位置设定为立位爬坡焊,当时钟显示处于10 – 11点那个位置的时候,把夹角的范围调整为85到90°的区间。
5) 处于平焊位置,也就是当初始给定的时钟12点位置开展焊接操作之时,夹角需要被控制在大约75°到少于80°这个范围区间之内。

盖面层的焊接技术

焊接小直径管对接的水平固定盖面层时,要留意焊条角度,要关注焊接速度,要合理控制温度。要采用恰当的运条方法,要保障熔渣彻底清理。尤其是清理打底层焊缝的熔渣,尤其是清理坡口两侧母材夹角处的熔渣,以此保证焊缝质量。运条技巧方面,要运用月牙形运条法施焊,要运用横向锯齿形运条法施焊,要始终保持短弧状态。
于盖面层实施焊接之际,鉴于根部打底层的焊缝已然完成 ,此刻主要的技术挑战在于保证盖面层焊缝的成形质量 ,以及防止咬边现象的出现。焊条与管子焊接方向切线所成的夹角 ,要略微大于打底层焊接时的夹角 ,大概增加5°上下。具体来讲:
1) 于仰焊的位置,此位置等同于时钟的6 – 7点的位置,焊条跟焊接方向管切线所形成的夹角,需要控制在85°至90°这个范围之间。
2) 若处于仰位进行爬坡焊,此时处于时钟7至8点的位置,夹角范围要调整成为105°直至110°。
3) 立焊位置,即9点钟方向,夹角设定为95°。
4) 实施立位爬坡焊时,其所处位置为10至11点的那个位置,将夹角调整成90度直至95度。
5) 平焊时,位于12点钟位置,夹角控制在75°至80°。

操作步骤与注意事项

根据不同位置里的夹角控制准则来做抉择,另外,还需要留意下面这几种情况,从而切实保障焊接这一操作能够顺顺利利地开展下去:
1) 让焊条与焊接方向中的管切线其夹角维持稳定状态,防止过大角度或过小角度致使焊接质量出现问题。
2) 在进行仰位爬坡焊时,注意调整夹角范围,确保焊接过程顺畅。
3) 立焊位置的操作需要细心控制夹角,以获得理想的焊接效果。
4) 立位爬坡焊时,及时调整夹角范围,以适应不同的焊接需求。
5) 操作处于平焊位置时,相对而言是比较简单的,然而,依旧是需要留意夹角方面的细微变动的,这样做的目的在于保证焊接质量。
遵循这些步骤,注意这些事项,您将能够更顺利地完成焊接操作,且是各种位置的焊接操作。要进行具体操作,步骤如下:需先去了解图样的要求,之后清理坡口还要修锉钝边;要依据装配的需求来组装试件,接着进行定位焊,再把它稳固在焊接支架上;在管子处于仰焊位的地方引弧开始焊接;沿逆时针方向,先对右半圈实施焊接,运用断弧方法焊到平焊位;要清理焊渣,并且修磨仰、平焊位的接头部位,让其呈现出缓坡形状;变换焊接的位置,继续焊接左半圈;在仰焊位的缓坡状位置起头,也可以用电弧切割成缓坡状;再次清理焊渣以及飞溅物,开展盖面层的焊接;最后清理管件内部、外部焊缝的焊渣和飞溅物,还要仔细检查正、反两面的焊缝状况。










