
01坡口是什么?为什么它决定焊缝质量
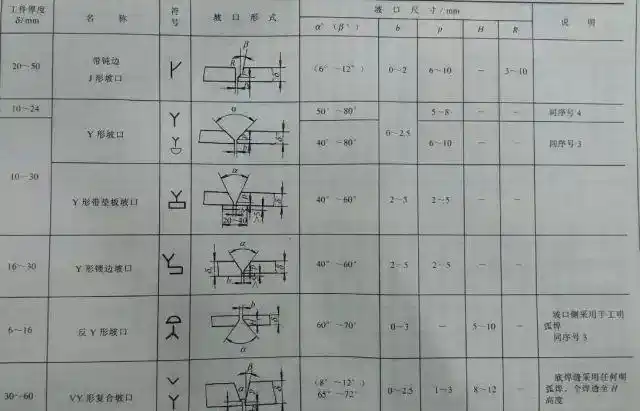
待焊工件表面经机械或者火焰加工后所形成的几何形状以及角度就是坡口,它对熔池形状、金属填充量以及应力分布起着直接决定性作用。要是选错坡口,即便焊接参数相当完美,也极有可能出现夹渣、未熔合或者烧穿等之类的缺陷。下文会将气焊、手工电弧焊、气体保护焊最为常用的坡口形式逐一讲明白,并且给出国标GB985-88所推荐的尺寸,以便于现场能够快速进行查阅。
02六大经典坡口速查表
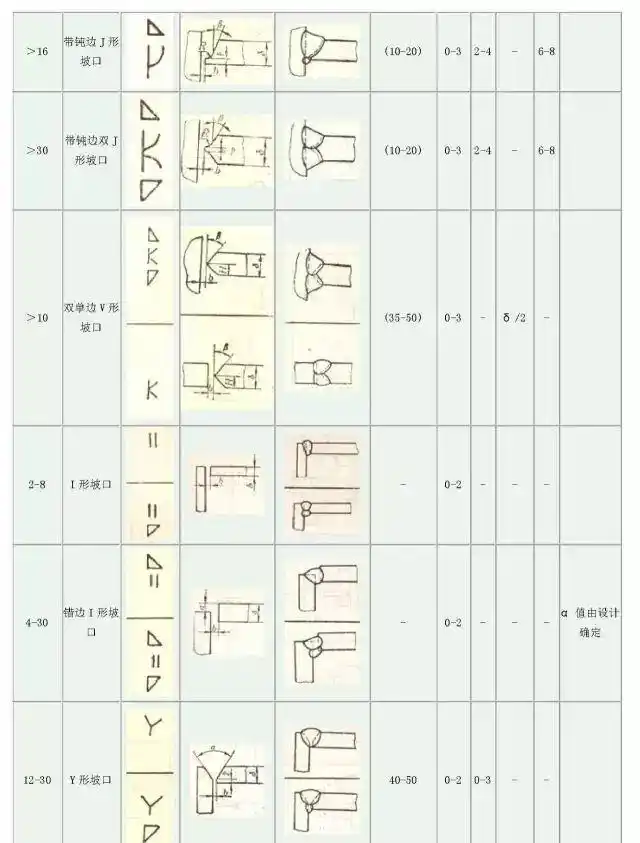
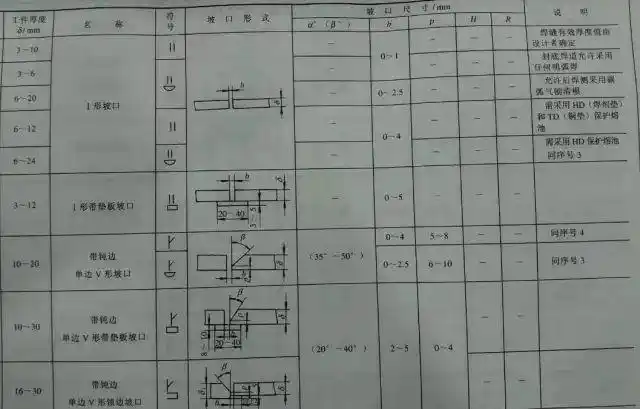
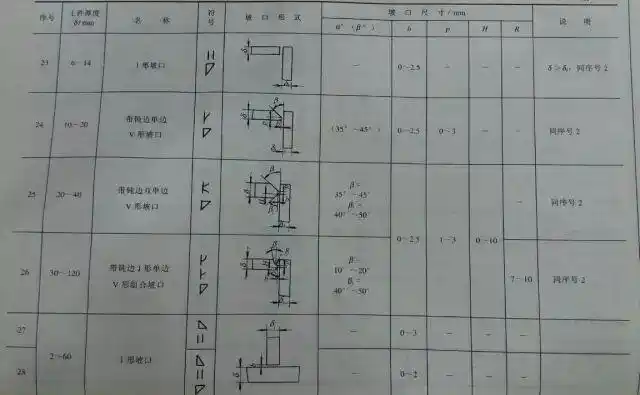
2.1 I形坡口——最简单,也最考验基本功
零角度、零间隙,适合薄板对接或搭接,气焊练习首选用它。
2.2 V形坡口——万能基础款,任何厚度都能开


夹角能在30°至35°之间进行调节,间隙处于0.5毫米到3毫米范围,适用于手工电弧焊,也能够应用于CO₂气体保护焊;在厚板进行多道焊的时候,能够减小稀释区,进而降低裂纹倾向。
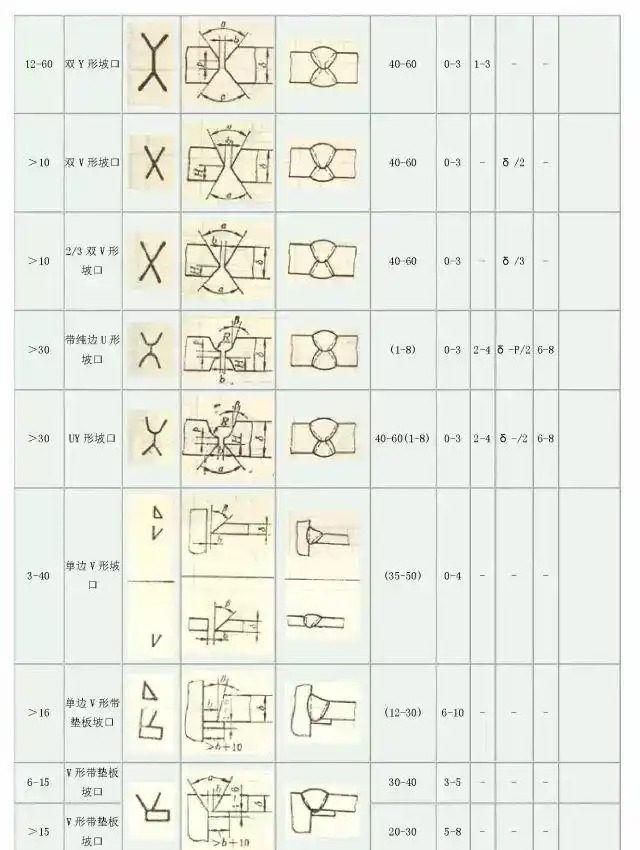
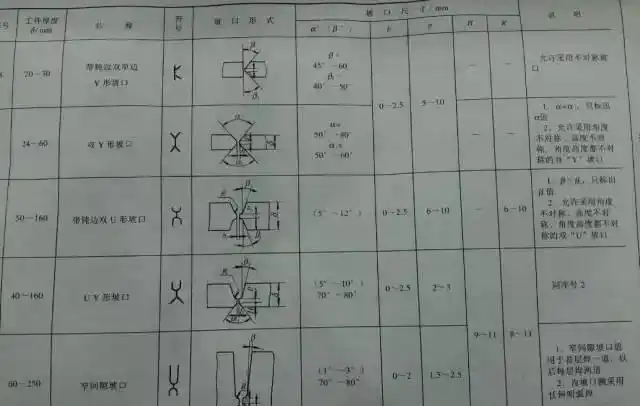
2.3 X形坡口——双面成形,一次成型双面探伤
组合呈现对称V形,根部间隙大于或等于6毫米,气体保护焊之际熔深较大,背面成形美观,适宜高压容器以及管道的100%射线探伤。
2.4 U形坡口——单面V形,背面清根更省料
在那钝边与尖角相结合这样一种设计之下,气割完毕之后借助机械进行倒角就可以了,而背面清根仅仅只需要用到一把角磨机;对于厚板焊接而言能够减少差不多30%的填充金属。
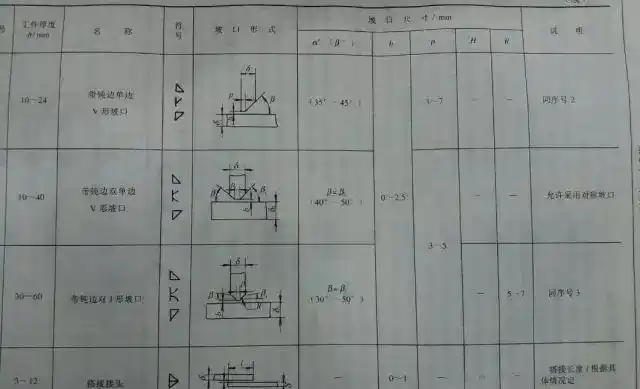
2.5 单边V形+双边V形——不对称也能双面成形

常用于管材对接的单边V,有着根部间隙大且熔透快的特点;多见于平板对接的双边V,其对称角度能够减小焊接变形有着这样的现象。两者都适宜自动化焊接,能够减少人工翻转。
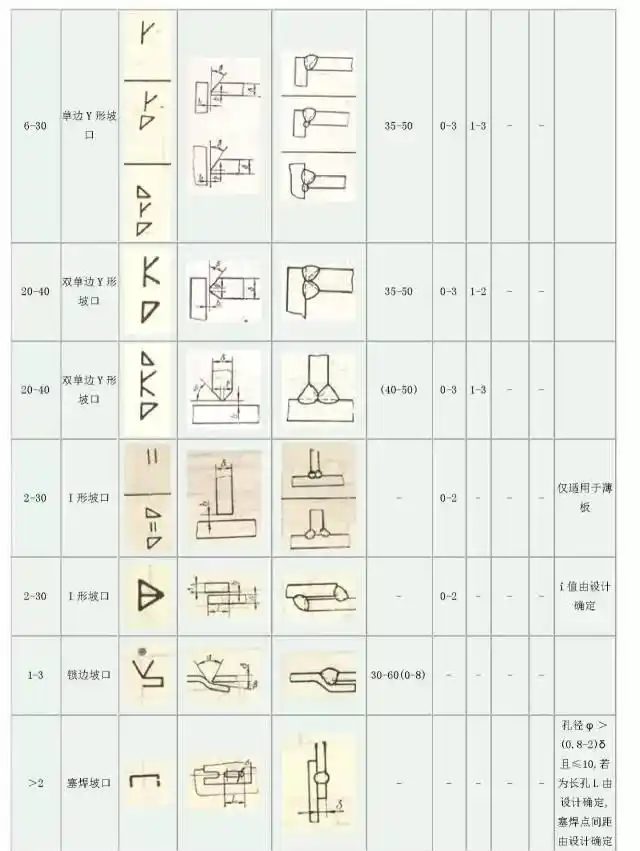
2.6 J形与K形——根部过渡的“缓冲垫”
那种J形钝边再加上斜角这般的形状,是适宜用于打底层堆焊的,如此能够防止出现烧穿的情况;而K形却是将钝边移至背面,其正面在成形方面显得美观,不过清根所具有的难度略微偏高一些。这两者都是常常会被应用于低温容器以及船舶外板之上的。
2.7 V形带钝边——兼顾效率与质量
将钝边保留在1至2毫米的区间之内能够起到防止打底层出现咬边的作用。间隙范围设定为4至6毫米时,熔深会保持稳定状态。当针对厚板实施多层焊操作的时候,每层金属的填充量会显著降低,并且热输入会更加集中。
03如何快速选对坡口?记住三步
在确定材料厚度时,首先要明确,当材料厚度小于6毫米时,优先选择I/V形;当材料厚度处于6毫米至30毫米之间时,可以选择V/U/带钝边V形;当材料厚度大于30毫米时,则要考虑X/J/K形或者借助机械加工辅助。
接着看探伤的要求,要求是,对于100%射线或者超声探伤的情况,其探伤形状要呈对称X形;而对于局部探伤的情况,探伤形状只要是单V形或者U形就行。
算出最后的间隙,间隙这么算:间隙等于板厚乘零点一再加一毫米,这是手工电弧焊的情况。还有气体保护焊的,间隙等于板厚乘零点零八再加两 毫米,之后再凭据母材强度做微调。
04小结:一张速查表带走所有疑问
将上边的图依照厚度、探伤情况、焊接方式制作成三行两列的小卡片,在现场碰到新的工件时能够直接比较对照,30秒钟即可确定最佳的坡口;再搭配适宜的焊接参数以及层间温度控制,一次合格率马上就会提高。下一次再也不用因为“究竟开哪种坡口”而感到困惑了。










