
于工程实际当中,材料的连接通常能够借由三种办法予以达成,也就是机械连接、焊接以及粘接。其中,材料机械连接的主要形式是铆接以及螺栓连接,材料的焊接主要是经由熔化焊、固相焊以及钎焊(涵盖硬钎焊和软钎焊)来完成。跟机械连接作比较,材料的焊接主要具备以下优势:
① 接头的强度较高;
② 焊接结构的应用场合比较广泛;
③ 适于制备有密闭性要求的结构;
④ 接头形式简单;
⑤ 大型结构制造周期短、成本较低。
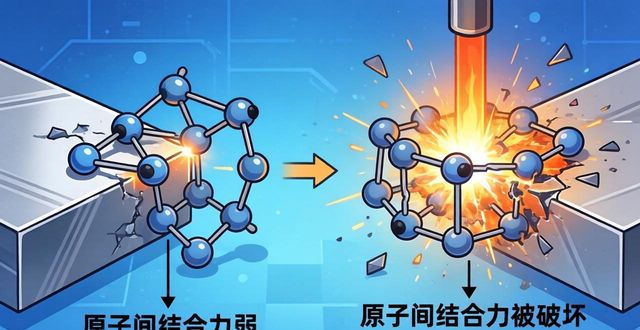
焊接是一种加工方法,它是指借助适当手段,也就是加热、加压或者两者同时使用,来让两个分离物体,这两个物体可以是同种材料,也可以是异种材料,产生原子间结合进而形成永久性连接。焊接的概念起码涵盖三个方面的意思:其一,是焊接的途径,也就是加热、加压或者两者同时使用;其二,是焊接的本质,即在微观层面达到原子间的结合;其三,是焊接的结果,即在宏观层面形成永久性的连接。

固体材料能保持固定形状,原因是其内部原子间距离足够小,进而原子间形成牢固结合力。若要把固体材料分成两块,得施加足够大外力,破坏这些原子间结合才可实现。同理,要把两块固体材料连接在一起,从物理本质来讲,就是要采取办法,让这两块固体连接表面的原子接近到足够小的距离,使其产生足够结合力,以此达到永久性连接目的。对于实际焊接件,不采取一定措施,要让连接表面上的原子接近到足够小的距离,这是非常困难的。这是为何呢?因为连接表面的表面质量差,即便经过精密磨削加工,从微观角度看,其表面依旧是凹凸不平的。并且,连接表面常常带有氧化膜、油污等,这会阻碍连接表面紧密地接触。
所以,考虑到要达成材料相互间可信状况的焊接,就得运用有效的办法。比如:
① 把热源用于让被焊母材的连接处获得加热,使其产生熔化的情况,借助熔融金属之间的相溶以及液 – 固两相原子的紧密接触这种方式来达成原子间的结合。
② 对被焊母材的连接表面施加压力,使其产生局部塑性变形,清除连接面上的氧化物与污物,克服连接界面的不平,进而让两个连接表面的原子相互紧密接触。于此过程中,产生足够大结合力,若加力时同时加热,结合过程将会更容易进行。
首先,对填充材料进行加热,让其演变成熔化状态,接着,凭借这处于液态的填充材料去对固态的母材实施润湿操作,进而使得液 – 固界面的原子能够紧密地接触,并且相互扩散开来,由此产生足够大的结合力,最后依靠这个结合力达成连接。上述所提及的三项措施,实际上恰恰就是熔焊、压焊以及钎焊方法达成永久性连接的基本原理。
9.1.2 焊接热过程与焊接接头
在熔焊以及钎焊过程当中,此过程存在熔化、凝固现象,热量借助各种传热方式,从焊接热源传递至被焊金属处,以至于焊件温度升高,进而在焊件里产生温度分布,也就是温度场。焊接过程里,焊件先后历经加热、熔化以及随后的冷却凝固过程,一般被称作焊接热过程。焊接热过程自始至终贯穿于整个焊接过程,它跟焊接化学冶金过程,还有焊接接头中熔池金属凝固结晶的过程一道,被叫做焊接的三大过程,对焊接质量以及焊接生产率有着决定性的影响。
焊接热过程,相较于其他热加工工艺诸如铸造以及热处理的热过程,复杂性要高出许多,具体来说,具备以下几个主要特点:

首先,存在焊接热过程的局域性,接着,焊接热源是集中加热工件上的局部区域,并非加热整个焊件,最后,工件的加热以及冷却极不均匀。
② 焊接热源具备移动性。除了少数情形之外,在焊接热过程当中,热源与工件呈现出相对运动状态,所以焊件受热的区域持续发生变化,焊件之上某一个点的温度也会随着时间不断产生变化。
③ 焊接热过程具瞬时性,焊接热源通常高度集中,且加热区域小,工件加热速度极快,能在极短时间内,将大量热能从热源传递给焊件,让其局部熔化,又因加热具局部性以及热源在移动,所以工件冷却速度也非常快。
④ 焊接传热过程具备复合性,焊接熔池里的液态金属一直处于强烈运动状态,在熔池内部,传热过程是以液态金属的对流作为主要方式,在熔池外部,传热过程是以固体热传导作为主要方式,除此之外还存在着蒸发以及辐射换热,所以,焊接热过程涉及各类传热方式,属于复合传热问题,焊接热过程的这些特性使得焊接传热问题极为复杂,然而为了把控焊接质量并提升焊接生产率,焊接工作者必须了解焊接热过程的基本规律以及其在各种焊接参数情况下的变化趋势。
(1)焊接热源与温度场
热能以及机械能,乃是工业实践里达成金属焊接所必需的主要能量,熔焊主要运用由特定热源所生成的热能,此处仅探讨和熔焊相关的热源问题,焊接工程方面对于焊接热源的要求是,热源热量应当高度集中,能够达成快速焊接并确保获取高质量的焊缝以及最小的焊接热影响区,当前能够满足这些条件的热源存在以下几种:
其一,电弧热,它是把利用气体介质的电弧放电现象而产生的热能当作焊接热源,并且是当前焊接里应用最为广泛的一种热源呢。
② 化学热,是把利用气体燃烧产生的热能当作焊接热源,这些气体像液化气、乙炔,还有利用固体与氧或氧化物起强烈化学反应产生的热能当作焊接热源,这些固体例如铝、镁,这里说的以这种方式产生热能当作焊接热源的情况有气焊和热剂焊。

③ 电阻热:把电流通过导体之时产生的电阻热用作焊接热源,像有电阻焊以及电渣焊这样的情况。
④ 摩擦热:把存在相对运动的两个物体高速摩擦时所产生的热能,用作焊接热源,比如摩擦焊、搅拌摩擦焊。
⑤ 等离子焰之为物,乃以具备高度电离特性且携大量热能与动能之等离子体气流当作焊接热源,而此等离子体气流源自由电弧放电或者高频放电所产生,像等离子弧焊接以及切割这类情况便是如此。
⑥ 是电子向真空借了高电压,让自己成为高速奔腾一员,去撞击金属局部表面,随后运动电子的动能摇身一变成为热能,这热能就充当了焊接热源。
⑦ 激光束:利用经聚焦能产生能量高度集中的激光束作为焊接热源(激光焊接及切割),这激光是由受激辐射而增强的光束。不同焊接热源各有特点,适用于不同焊接方法与工艺。表 9-1 给出了一些常用焊接热源的主要特性。
在焊接这个过程当中,焊件之上的温度分布情形是不均匀的,处在某一个具体时刻的时候,焊件之上各个点的温度分布状况,我们将其称作是焊接温度场。鉴于焊接热源是以一定的速度沿着焊缝进行移动的,所以焊接温度场也是处于不断运动变化这个状态之中的。焊接温度场能够借助等温线(面)绘制而成的图像来予以表征,所说的等温线也就是在某一瞬时温度场里面相同温度的各个点所连接而成的线,就如同图9-1所展示的那样。等温线密集程度,反映出温度变化率,等温线若越密集,表明该区域温度梯度越大,就此而言,在后续传热过程中,会有更大传热速度。
表 9-1 常用焊接热源的主要特性