
01
加工设备
1. 普通车床:
车床主要用于对轴、盘、套以及其他具备回转表面的工件进行加工,它是机械制造里使用最为广泛的那类机床加工,还要明白的是,此类车床能够实现精度达到0.01mm。
2. 普通铣床:
它能够对平面、沟槽展开加工,能够对各种曲面、齿轮等实施加工,能够对较为复杂的型面予以加工,能实现精度为0.05mm。
3. 磨床
磨床,是那种针对工件表面开展磨削加工的机床,多数磨床借助高速旋转砂轮来做磨削加工,少数磨床所用的是油石或者砂带等诸般其他磨具以及游离磨料去进行加工,像超精加工机床,还有砂带磨床,再者研磨机还有抛光机等,(它能够达成精度0.005mm,小件的话可以达成0.002mm)。
4. 钳工
钳工作业主要涵盖锉削,锯切,划线,钻削,铰削,攻丝以及套丝,刮削,研磨,矫正,弯曲和铆接等。
5. CNC车床
主要加工批量产品、精度高零件等。(能实现精度0.01mm)
6. CNC铣床
有主要进行加工的情况,所加工的是批量产品,还有精度高的零件,以及复杂的零件,另外还有大工件等等这样子的,并且能够实现精度达到0.01mm的效果。
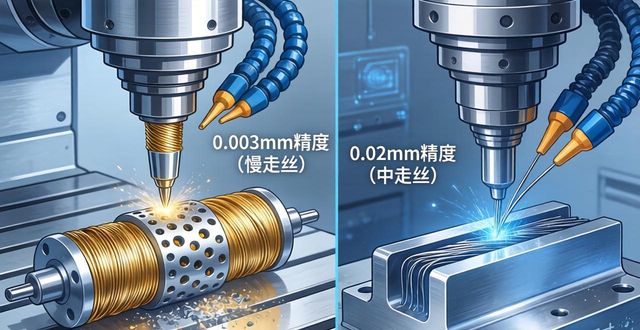
7. 线切割

慢走丝所运用的电极乃是黄铜线,中走丝所采用的是钼丝,慢走丝具备加工精度高的特性,其表面光洁度良好,可用于加工诸如一些精孔、精槽之处,慢走丝能够达成的精度为 0.003mm,中走丝能够达成的精度是0.02mm。
8. 火花机
电火花加工,可对普通切削加工方法难以切削的材料进行加工,还能加工复杂形状工件,像模具的沟槽拐角、小孔、畸形孔,以及在硬质合金上加工,加工之时不存在切削力,不会产生毛刺和刀痕沟纹等缺陷,不受材料硬度的影响,也不受热处理状况的影响,能实现精度为0.005mm。
02
零件机械加工工艺规程属于规定工艺过程以及操作方法等的多项工艺文件中的一种,它是这样一种文件,即在特定生产条件之际,将相对合理的工艺过程与操作方法,依照规定形式书写而成,以此来指导生产。
多个工序组合形成了零件的机械加工工艺过程,每个工序还能再划分成若干个安装,这些安装又包含若干个工位,每个工位里有若干个工步,每个工步中还有若干个走刀。
有一个工艺过程,其需要涵盖哪些工序呢,这是凭借被加工零件的结构复杂程度来决定的,同时也是依据加工精度要求来决定的,并且还是由生产类型来决定的。
不同的生产数量,就有不同的加工工艺。
工艺知识
1)小于0.05精度的孔,普铣做不了,得用CNC进行加工;要是通孔的话,那就也能够采用线切割。
2)已进行淬火处理的精孔(即通孔),是需要通过线切割这种加工方式来完成后续加工的;而对于盲孔而言,其加工流程是在淬火之前先进行粗加工,在淬火之后再开展精加工。至于非精孔,只要在淬火之前将其加工至相应要求即可(单边预留淬火余量为0.2)。
3)宽度不足2MM的槽,得采用线切割加工,3MM到4MM的槽,因为深度极深,所以同样需要借助线切割去加工。
4)淬火件粗加工最少留余量0.4,非淬火件粗加工留余量0.2。
5)镀层厚度一般是0.005—0.008,加工时要按镀前尺寸。
03
工艺工时
完成一个工序所需的时间是时间定额,它属于劳动生产率指标,依据时间定额能够安排生产作业计划,可以据此去进行成本核算,还能确定设备数量以及人员编制,也能规划生产面积,所以时间定额是工艺规程里重要的组成部分。
确定时间定额,要依据本企业的生产技术条件。要让大多数工人经过努力都能够达到既定标准标准。部分先进工人能够超出这个标准。少数工人经过努力可以和平均先进水平相等或者接近平均先进水平。
因企业生产技术条件持续得到改善,所以时间定额会定期予以修订,目的在于维持定额的平均先进水平。
工艺人员、工人相结合,总结过往经验并参考相关技术资料,直接估计确定时间定额。或者,以同类产品工件或工序的时间计算标准当依据,对比分析后推算出时间定额。也能通过对实际操作时间的测定、分析,进而确定时间定额外,还可通过对实际操作时间的测定和分析后方能确定标点符号。
工艺工时=准备工时+基本时间
准备工时,是工人去熟悉工艺文件,领取毛坯,安装夹具,调整机床,拆卸夹具等所消耗的时间,其计算方法是根据经验进行估算。
基本时间就是切去金属所消耗的时间。
04
报价成本计算方法
加工件成本=(材料费+加工费)*1.2
1.2的系数是含管理费
设备类成本等于,加工件材料费加上,加工费加上,购入品费加上,组立调试费加上,设计费,所得结果,再乘以一点二。
1.2的系数是含管理费
材料费=重量(密度*体积)*单价(元/kg)
加工费=工艺工时*单价(元/时)

日本采购品费(元)=购买价格(日元)/汇率
国产采购品费就按供应商报价
设计费=工作工时*单价(元/时)
报价资料:
1)车床:60元/小时
2)铣床:60元/小时
3)磨床:60元/小时
4)钳工:80元/小时
5)加工中心:60-120元/小时
6)数控车床:60-120元/小时
7)火花机:80-150元/小时
8)慢走丝线切割,其价格情况为60至150元每小时,对于小件而言80元是起价,而大件的话是依照面积来计算,每平方毫米为0.06至0.08元。
9)细孔放电,对于碳钢、钨钢而言,若直径是Ф0.3及以上,其价格为1元每毫米,若直径是Ф0.3以下,价格是2到3元每毫米;而对于Ф0.3及以上的情况,价格是1.8到2元每毫米。
10)管理费:成本价格*0.2