焊接,它贯穿于各个领域,从机械加工一直到航空航天的范畴,要掌握不同焊接手法的特性,以及适配的焊材用料,这是保证焊接质量的关键所在。
这期文章,今天要系统盘点15种常见焊接方法,要结合工艺分类拆解核心逻辑。还要聊聊焊材选择的实用技巧,同步搭配文末的PPT讲义。干货满满,建议收藏备用。
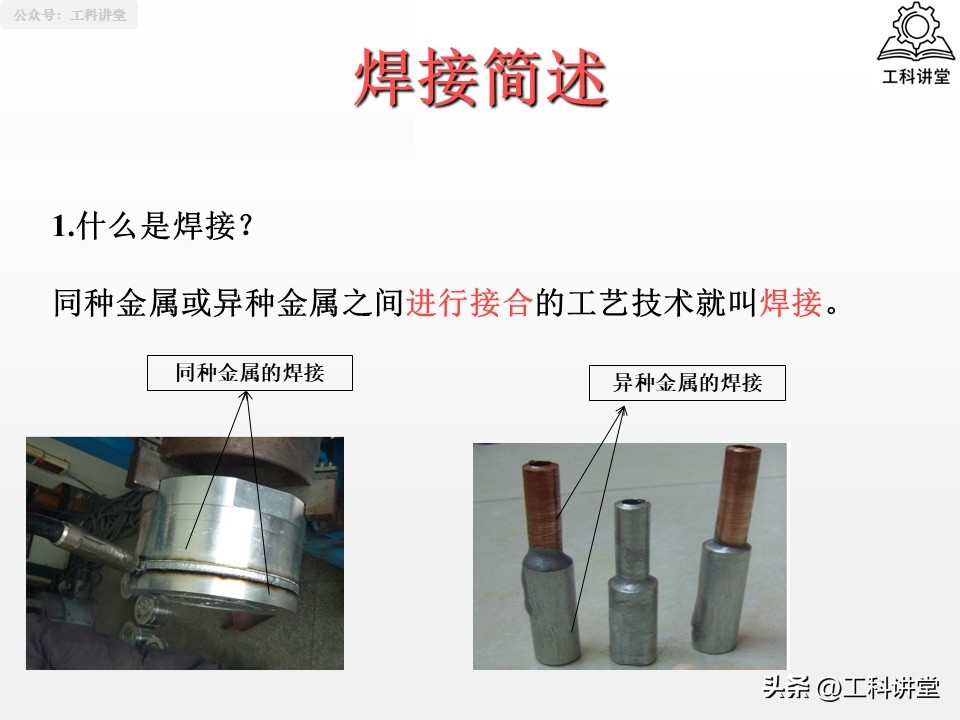
一、三大类工艺框架,15 种焊接方法全解析
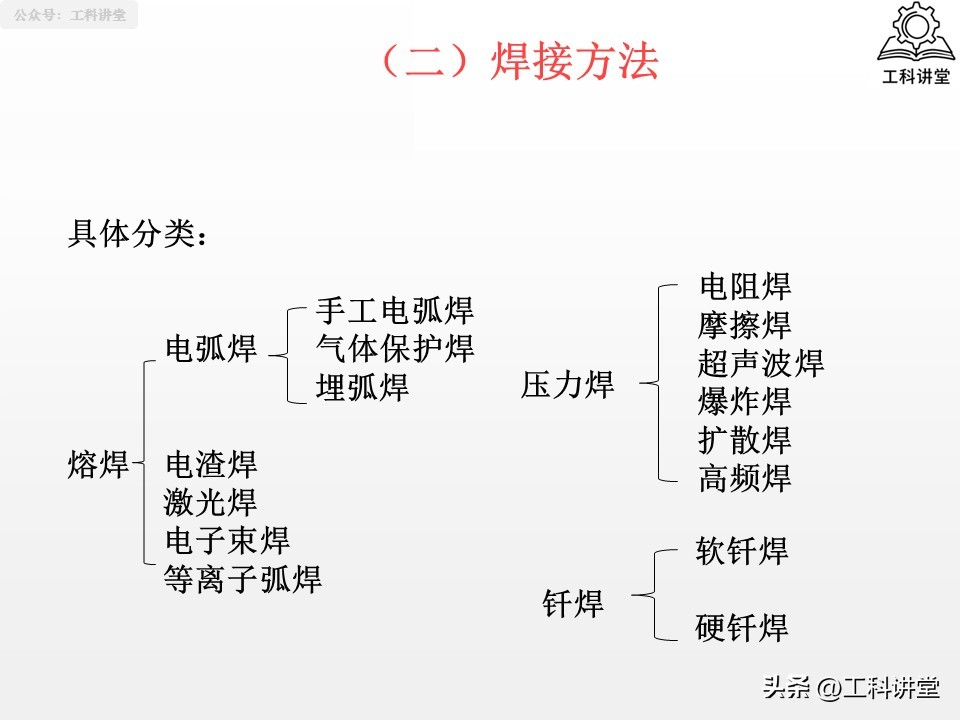
熔焊,是焊接按工艺特点划分出的一种类别,并且压力焊及钎焊也同为由此划分出的类别,这三类里每一类都存在适配不同场景的经典方法:
(一)熔焊:高温熔化成型的主流选择(8 种)
熔焊通过高温使接头金属熔化实现连接,是工业中最常用的类别。
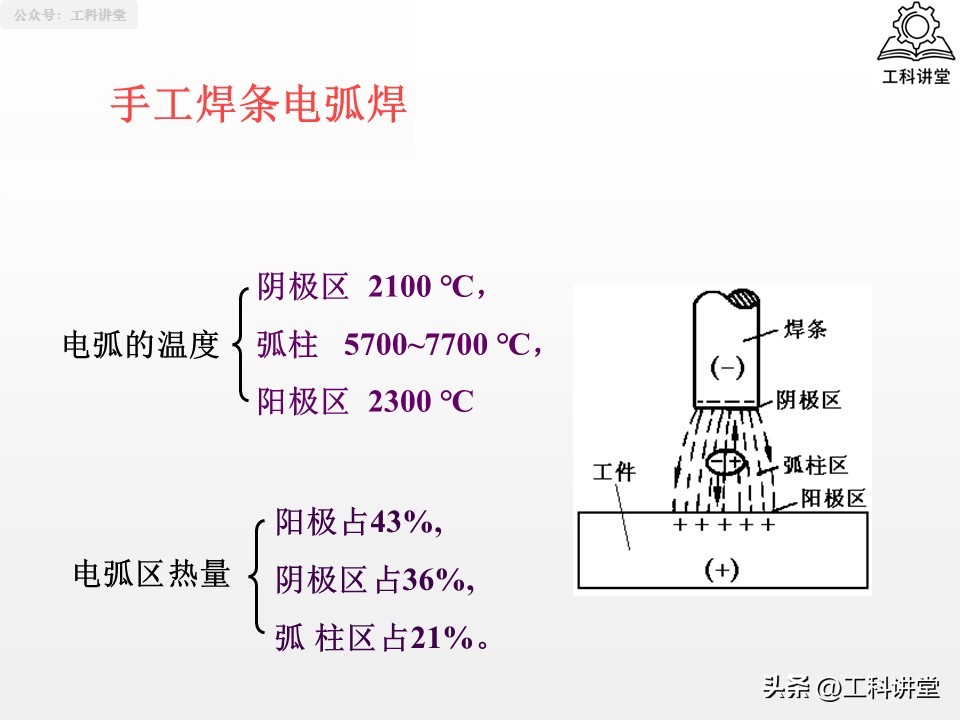
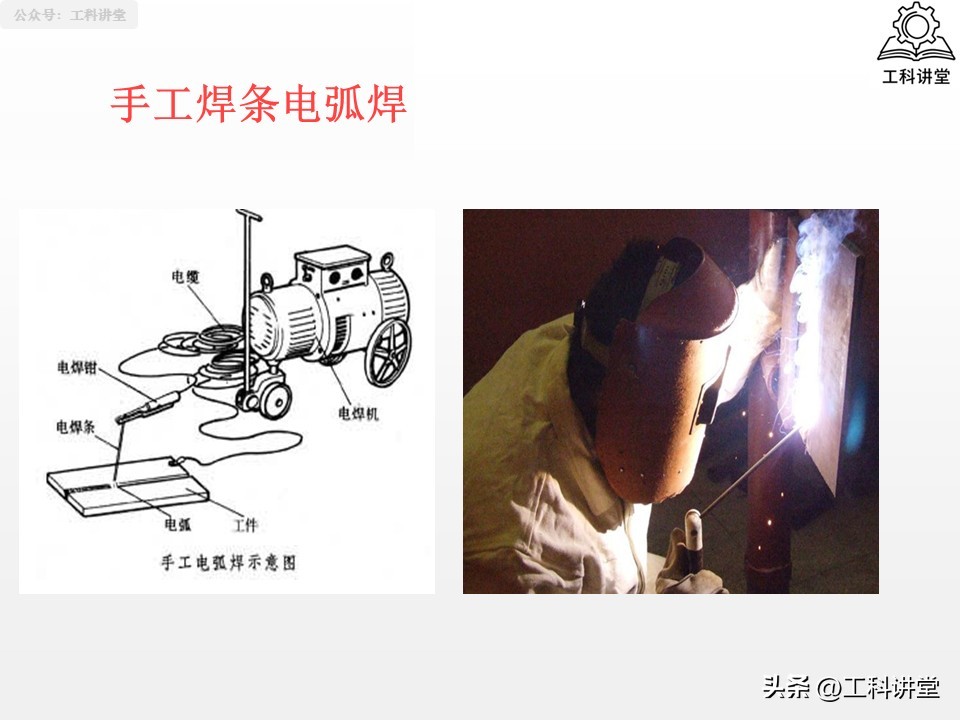
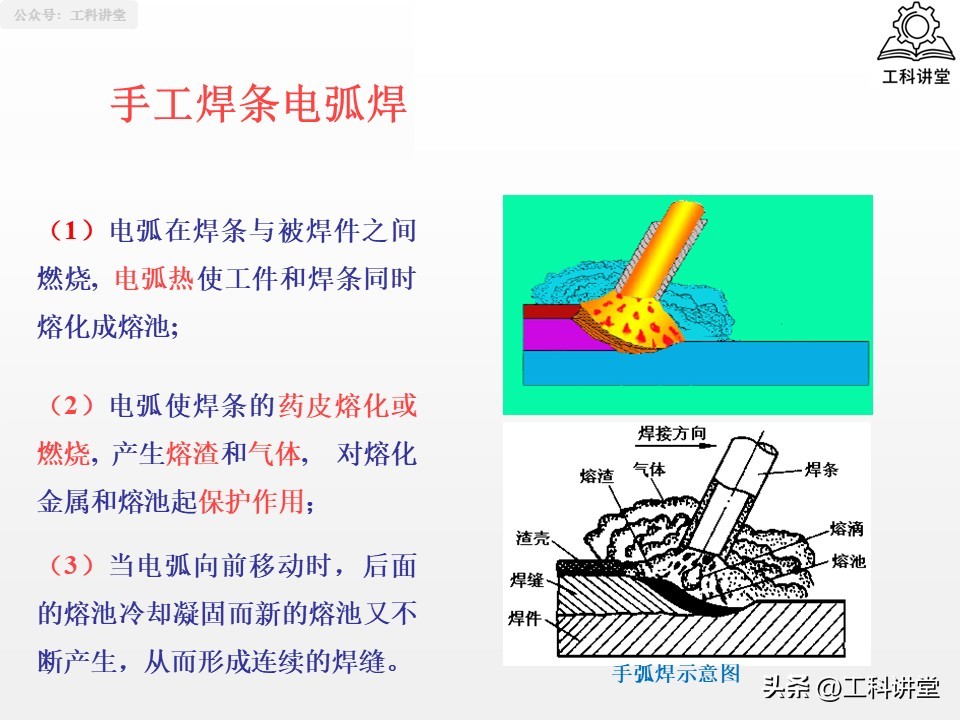
运用手工电弧焊,具备设备简易的特性,操作较为灵活,能够实现从薄板直至厚板的焊接工作,适合于现场进行维修操作,不过其生产效率相对较低。
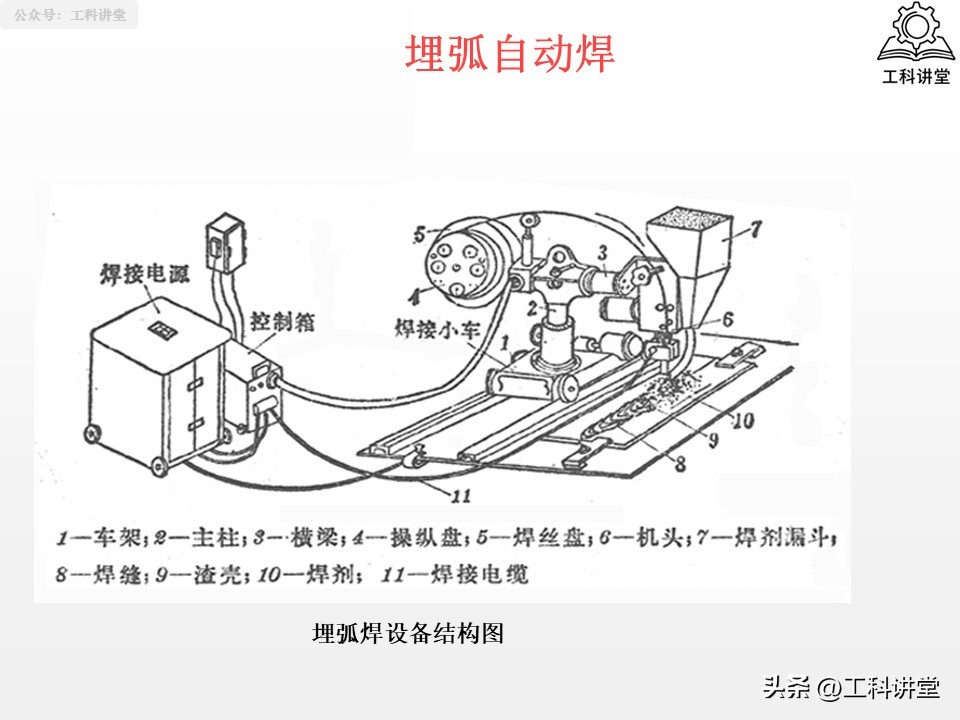
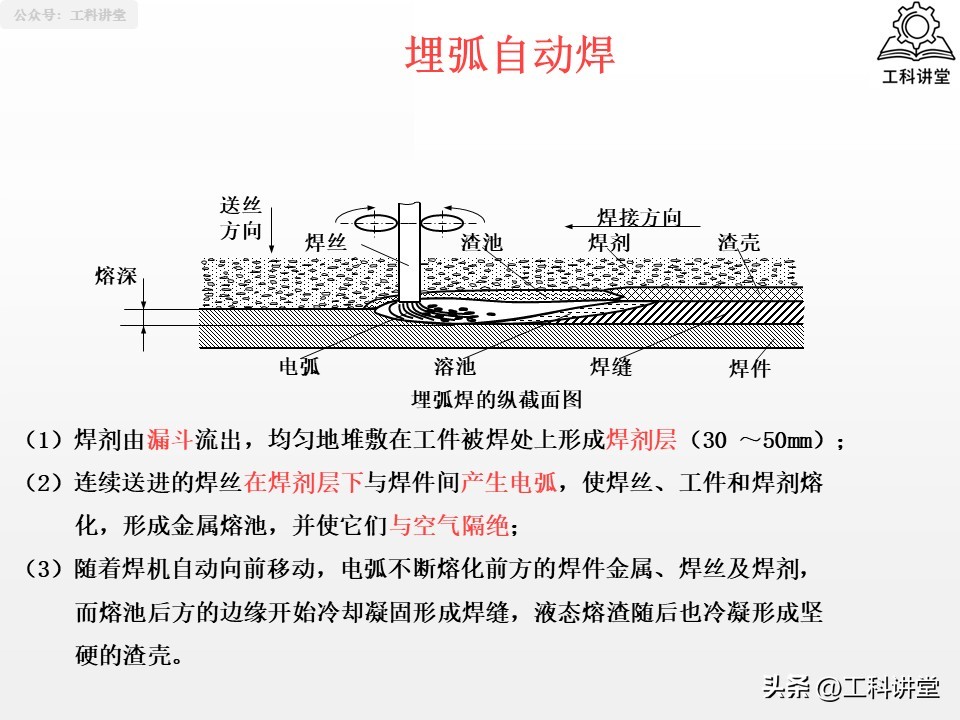
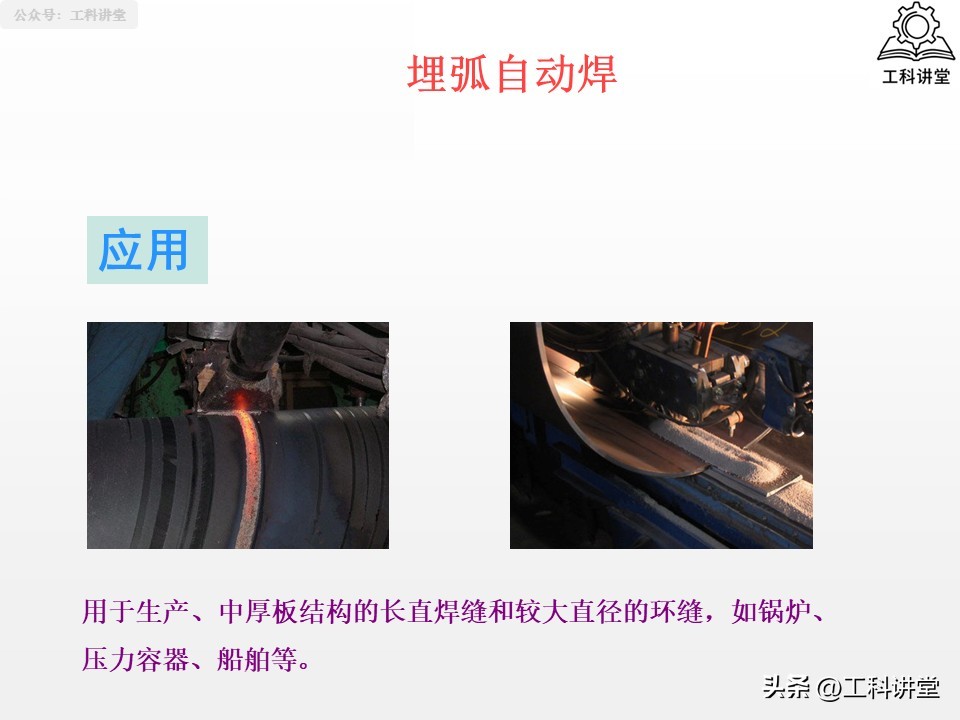
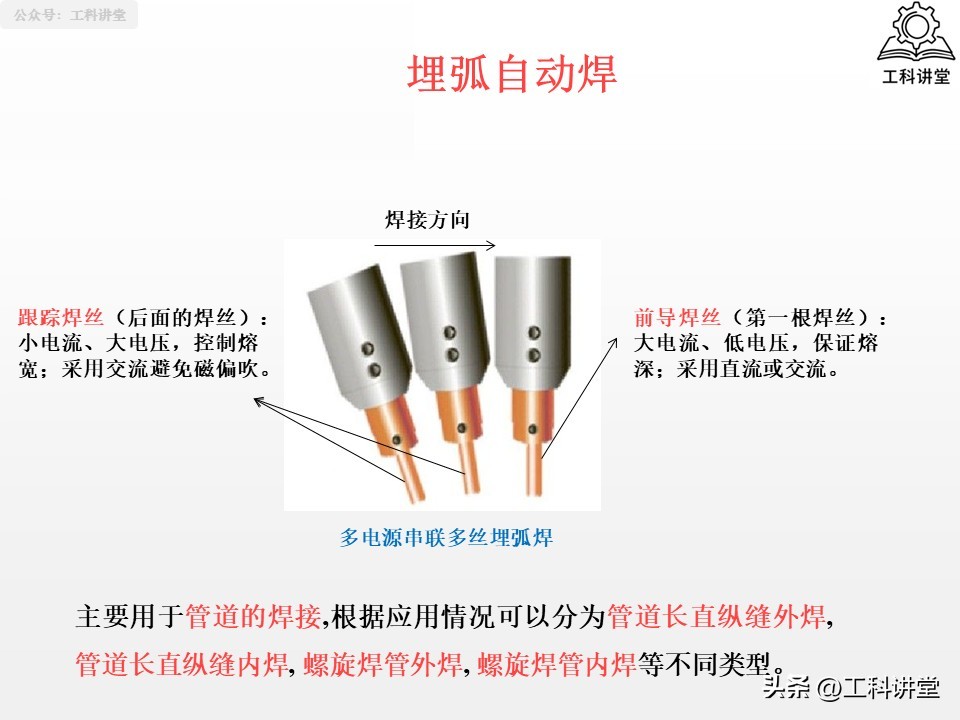
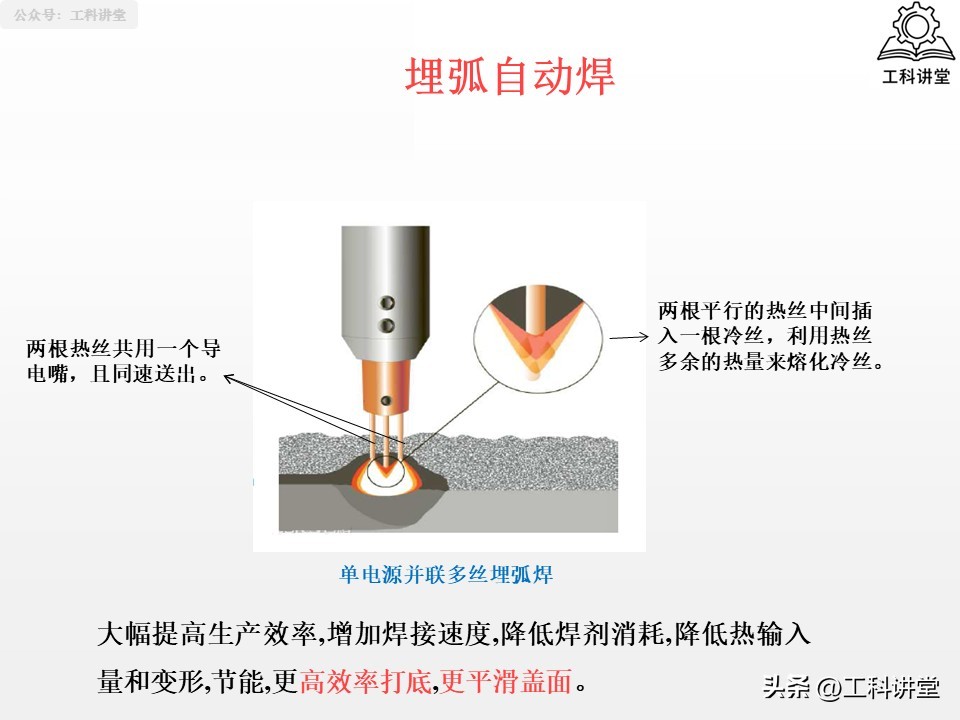
弧焊自动埋:电弧于焊剂范围之内被隐匿,效率比手弧焊超出五倍有余,常常被应用于锅炉以及船舶的长直焊缝部位。
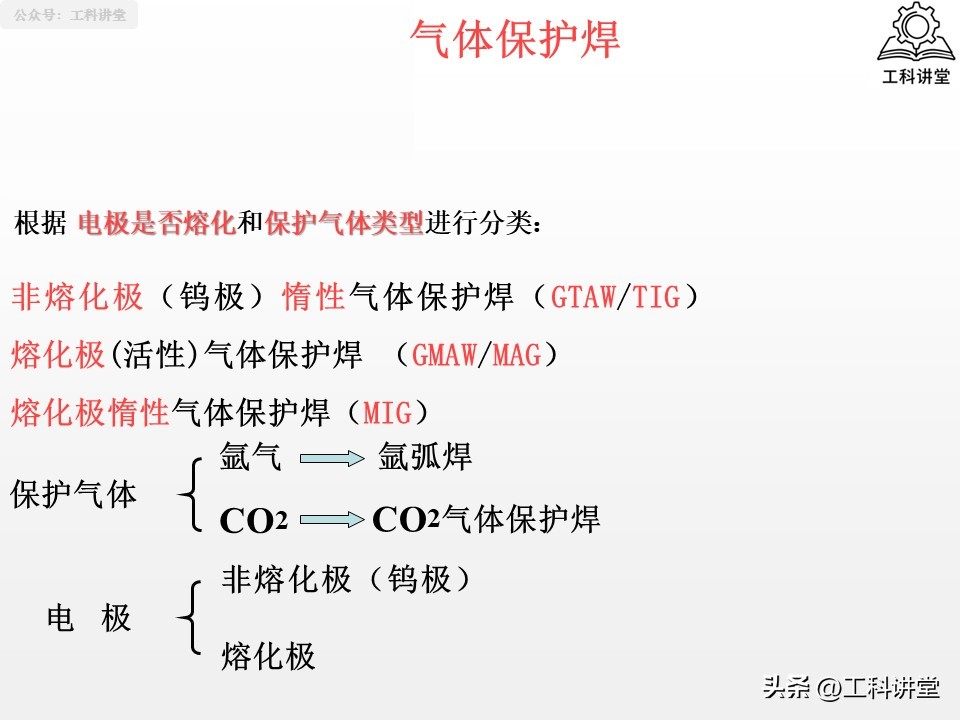
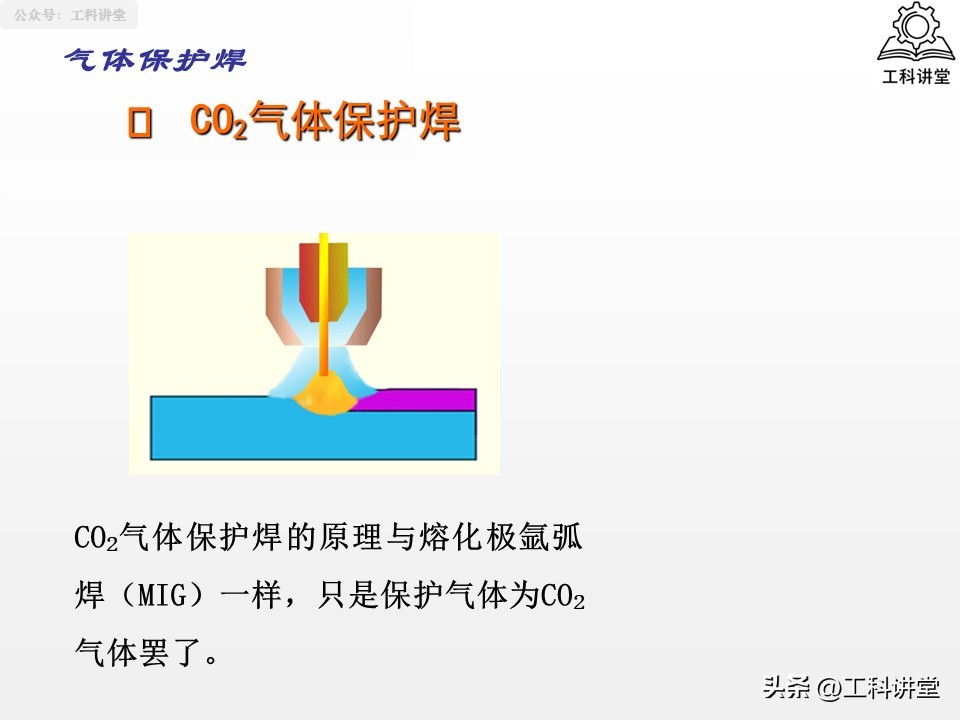
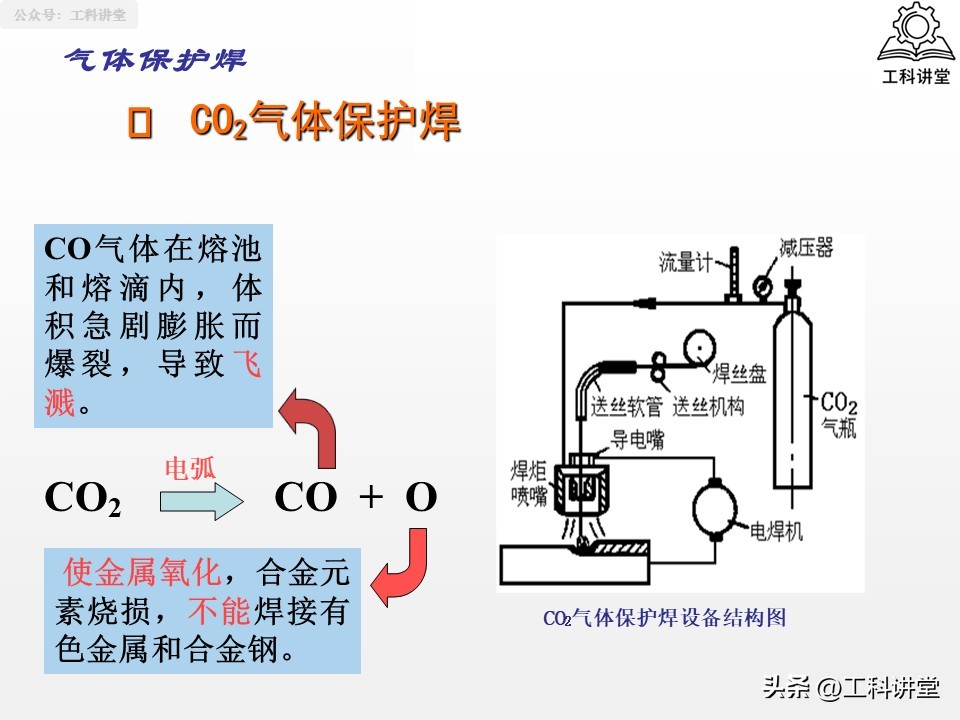
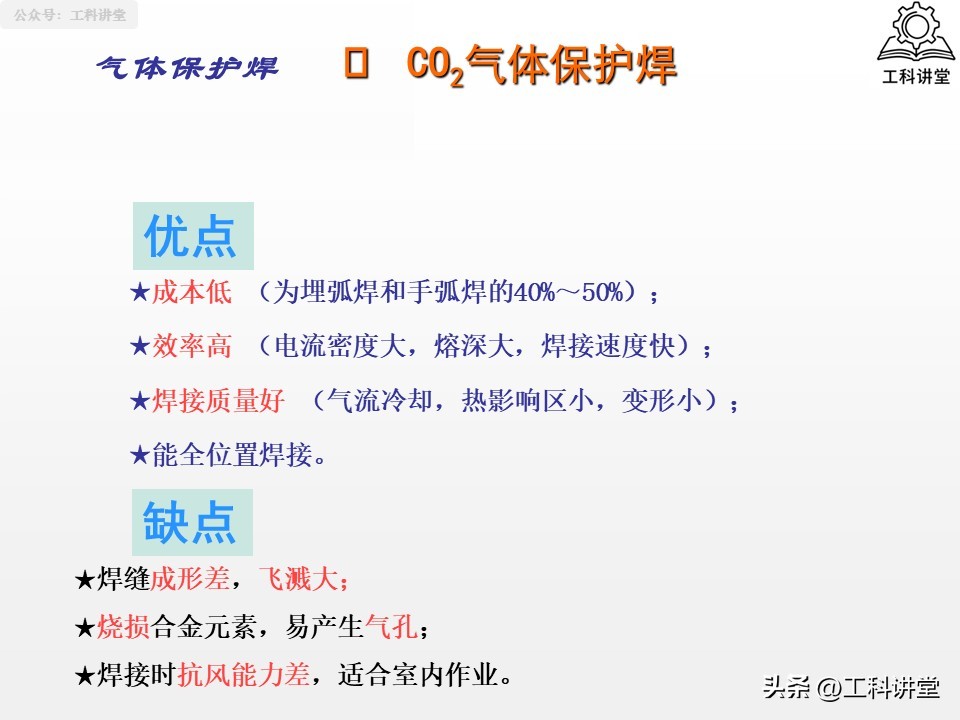
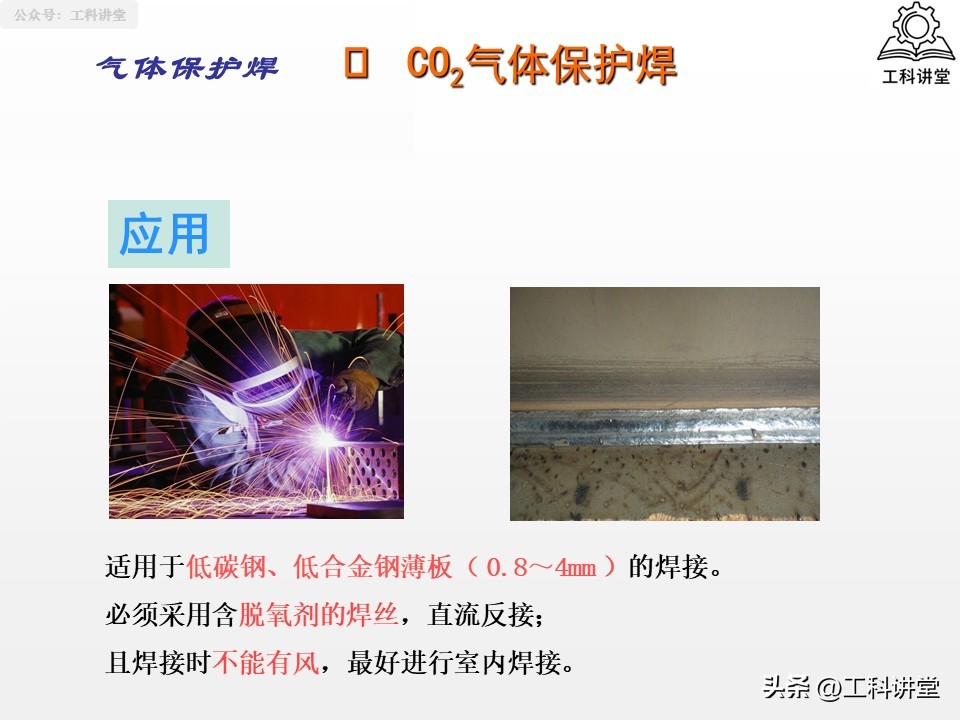
有着气体保护焊情况,包括了含氩弧焊这一类别,其适配不锈钢、有色金属,还有CO₂气保焊这种方式,它是低碳钢薄板的优选方式,成本低。
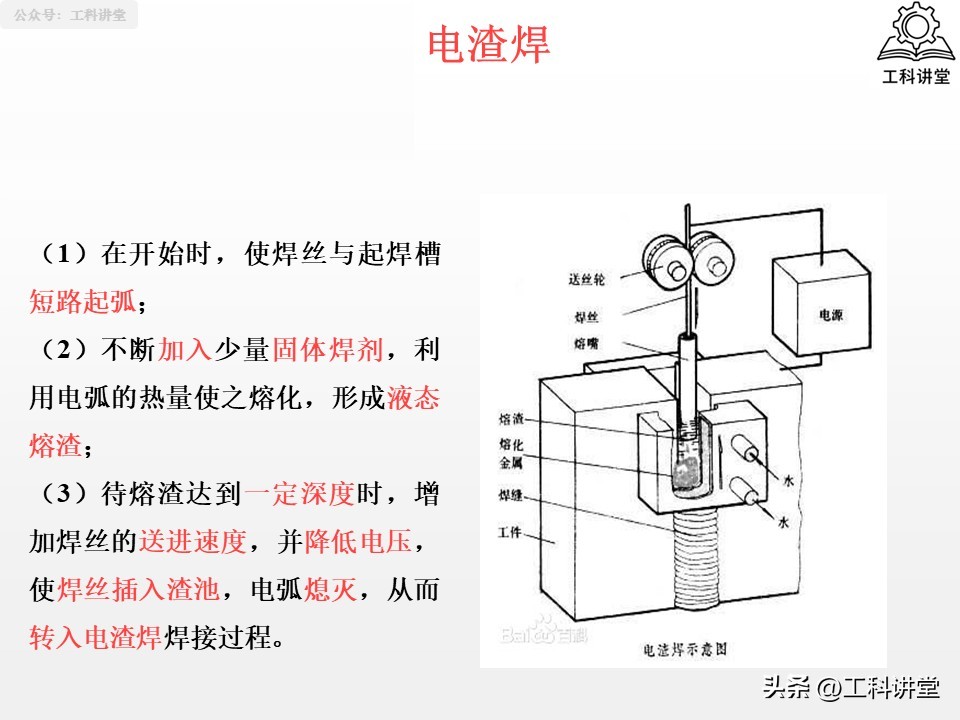
电渣焊重点针对 40 到 450 毫米厚的板材进行垂直立焊方面的作业,且不需要开展开坡口操作,在焊接完成之后是必须要进行热处理操作。
航空航天、电子工业的精密焊接首选之为激光焊,其具备精度高的特性,同时还拥有变形小的优点。
电子束焊:深宽比可达 50:1,适合难熔金属的精细焊接;
对于等离子弧焊而言,其具备能量集中的特性,同时熔透力也很强,常常被应用到钛合金等军工材料的焊接工作当中。
高频焊:利用集肤效应和邻近效应,快速焊接管材纵缝或螺旋缝。
(二)压力焊:无需熔化的固相连接(5 种)
压力焊依靠压力(辅以热量)实现原子间结合,接头强度稳定。
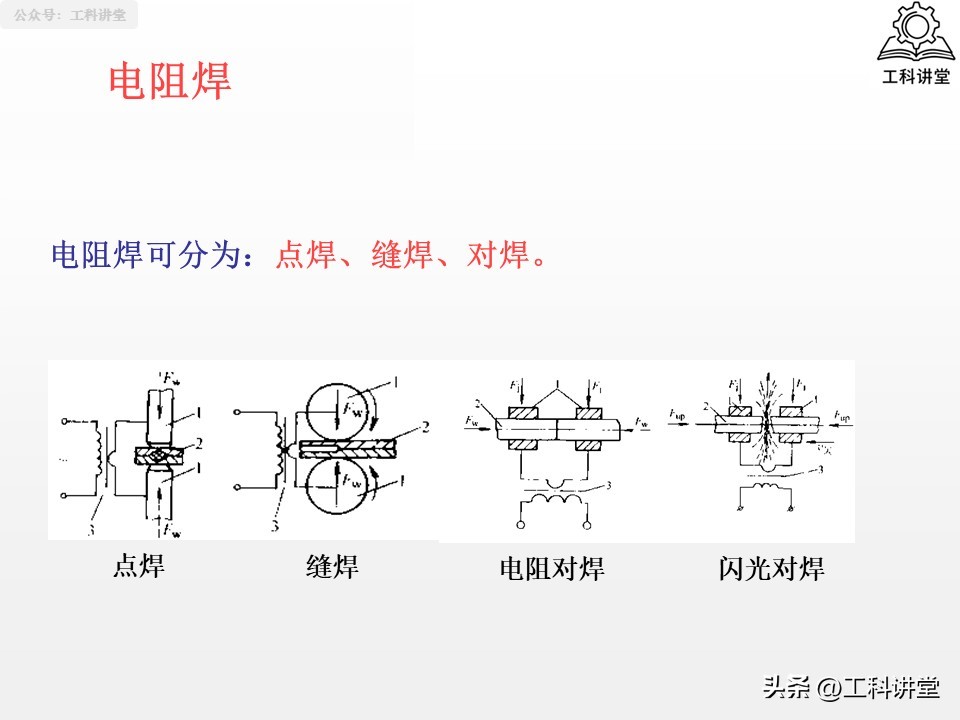
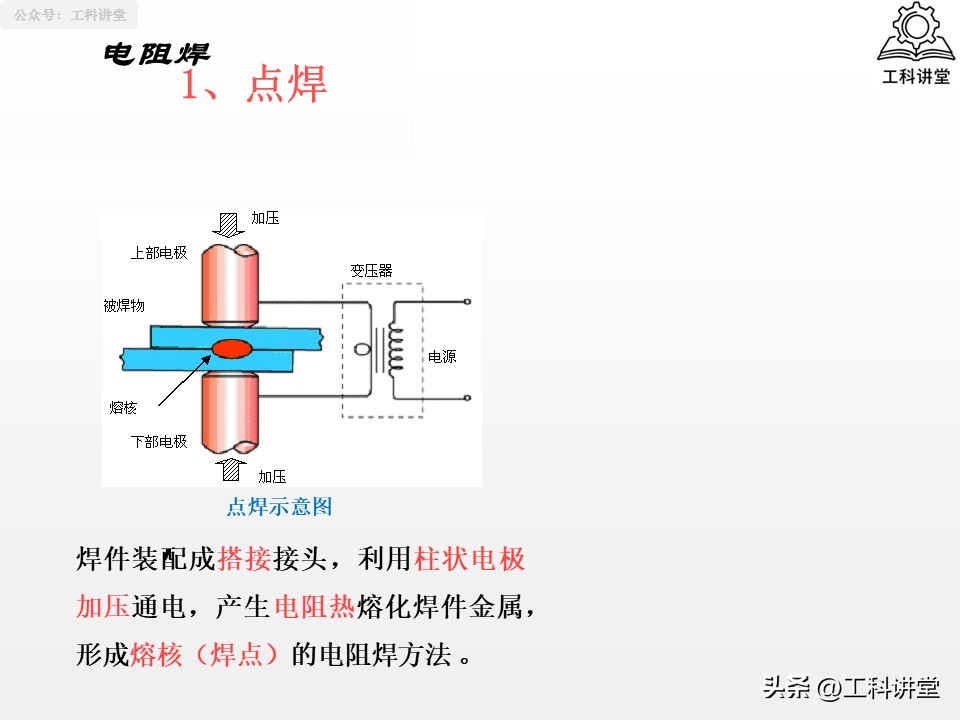
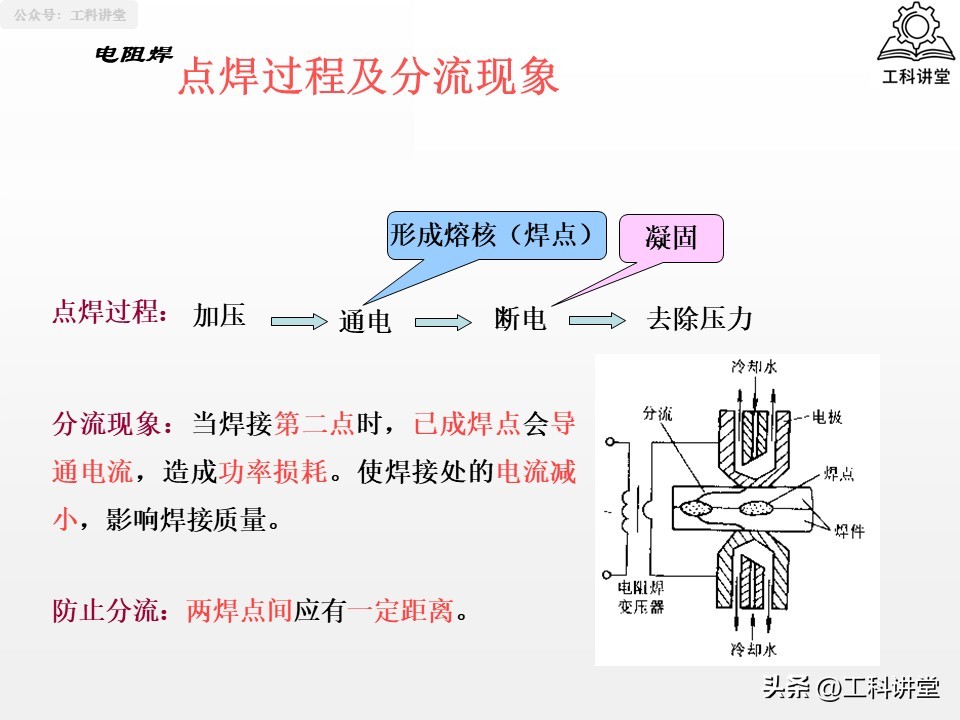
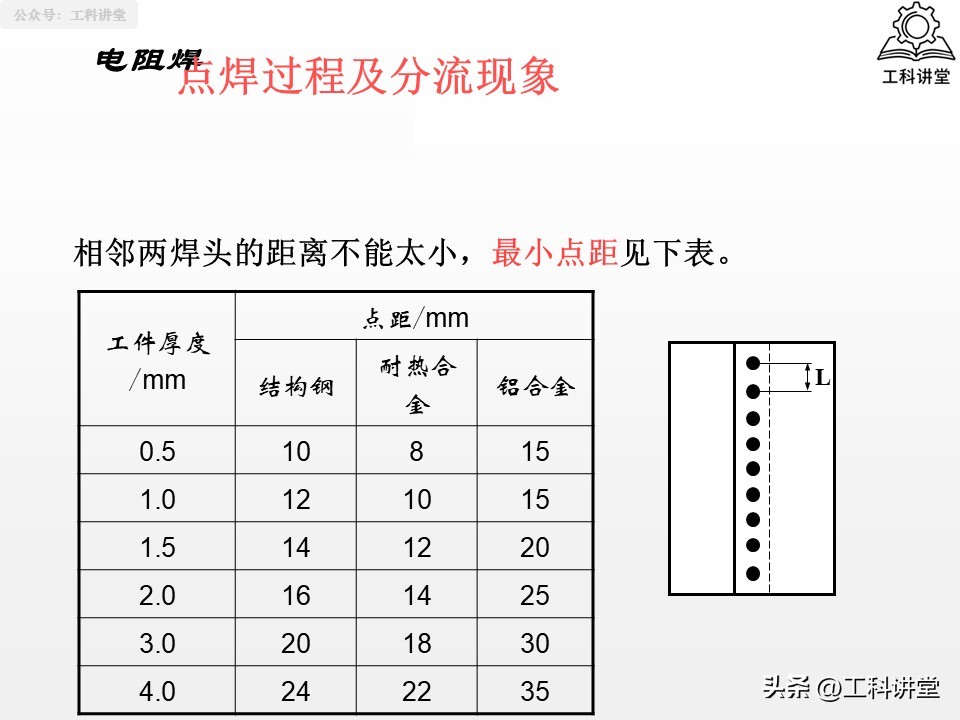
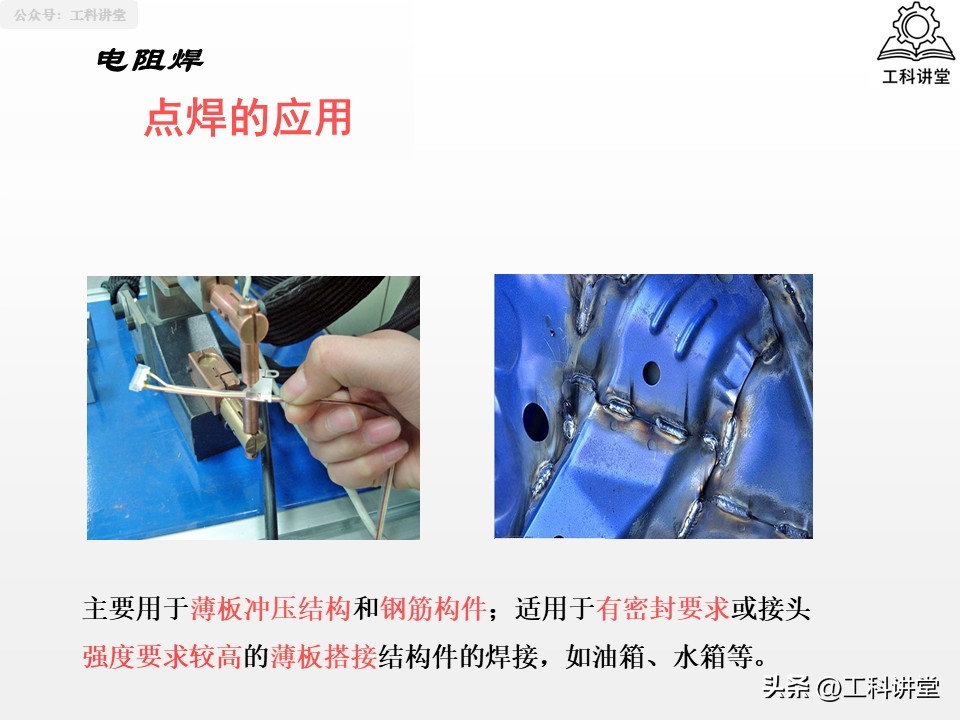
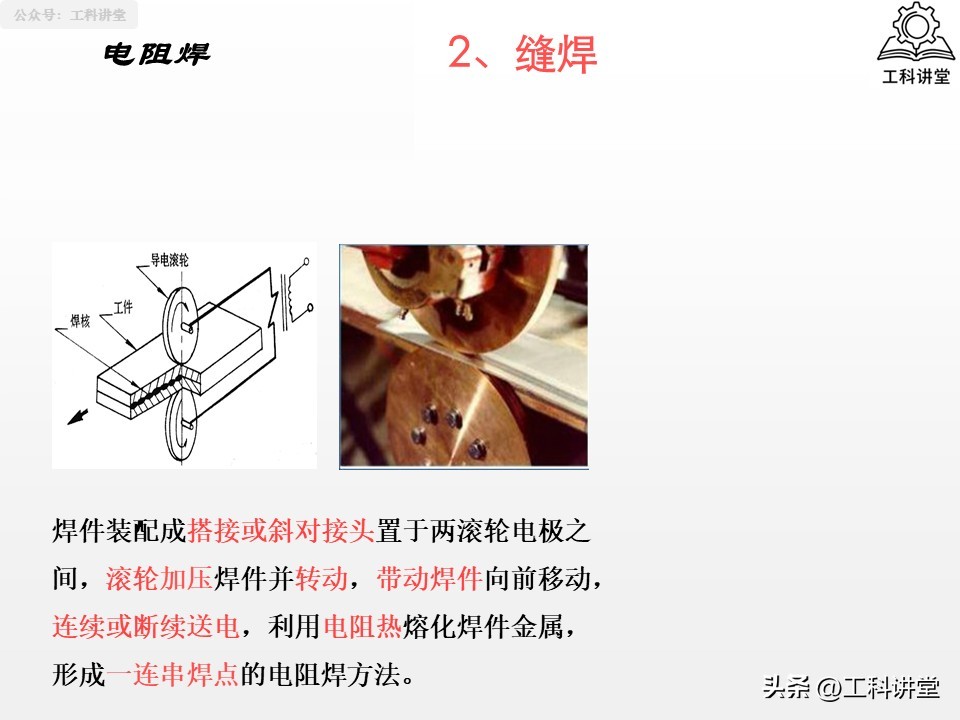
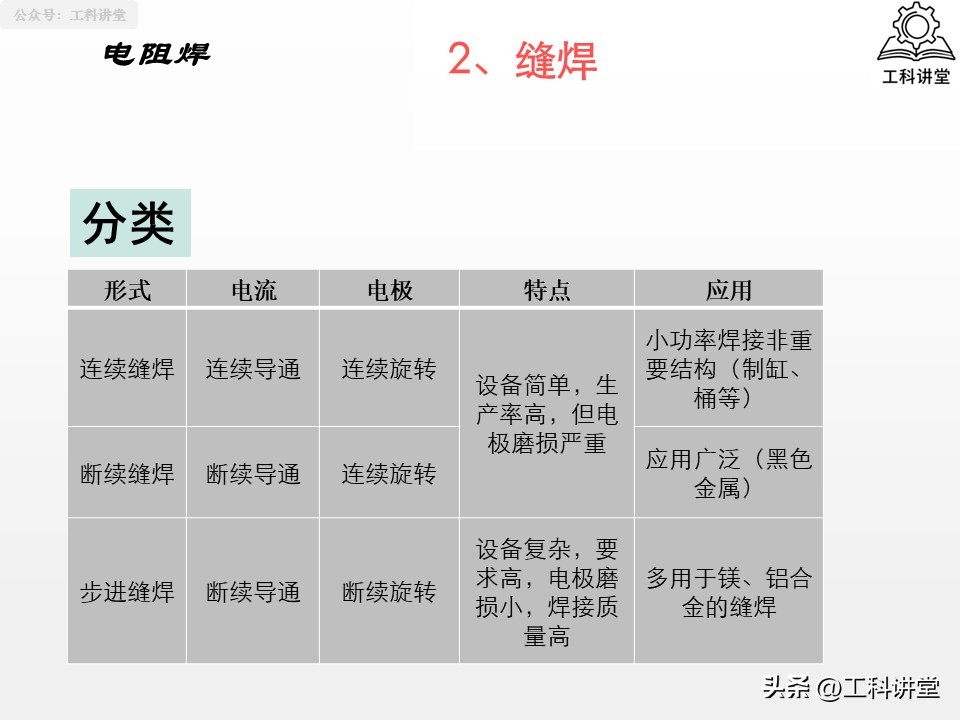
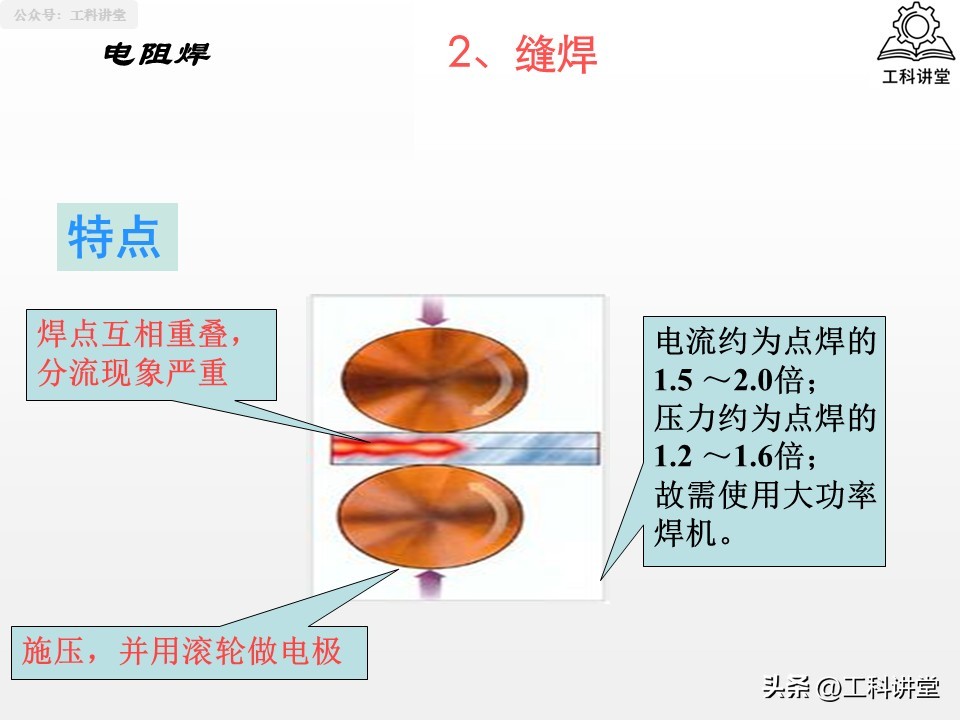
电阻焊,其中包括点焊,点焊用于油箱、水箱焊接,还包括缝焊,缝焊针对密封薄壁件,另外还有闪光对焊,闪光对焊用于异种金属对接。
摩擦焊,其效率相较于闪光对焊要高出五至六倍,它适用于铜与铝的过渡接头制作,也适用于刀具制造。
超声波焊:专攻丝、箔等薄件,无需填料,适配微电子器件;
扩散焊:在高温高压下靠原子扩散连接,适合异种特种材料;
爆炸焊,是借助炸药冲击力达成碰撞焊接的一种方式,它格外适宜用于大面积异种金属复合板的制造。
(三)钎焊:低温适配的精密连接(2 种)

钎焊使用熔点低于母材的钎料,加热后填充间隙实现连接。
软钎焊:熔点≤450℃,用于仪表、导线等受力不大的构件;
硬钎焊,其熔点大于四百五十摄氏度,接头具备较高强度,适用于自行车架以及硬质合金刀具。
二、核心焊材应用:选对材料事半功倍
焊接材料,会对接头质量产生直接影响,对于核心焊材的选择,要与焊接方法以及母材相匹配。
(一)焊条与焊丝
焊条被划分成酸性的那种包括它工艺方面性能良好且交直流两种方式都能够使用,以及碱性的那种具备低氢特性并且是重要结构的首要选择,在使用之前碱性焊条需要在温度处于350℃至400℃的环境下进行烘干。
存在两类焊丝,一类是实心的,另一类是药芯的,实心焊丝适用于与机械化焊接相适配,药芯焊丝具有飞溅小的特点,并且成形美观,它适合于全位置焊接。
(二)焊剂与气体
有熔炼焊剂,它不易吸潮还能重复使用,还有烧结焊剂,其适用性强但需要烘干,焊剂分这两种,而埋弧焊是必须要用焊剂的。
参与保护气体组成成分里,作为纯净惰性气体的氲气,被用来应用于氩弧焊进程,二氧化碳气体适配于低碳钢气保焊,按照特定比例调配而成的,其比例为百分之八十是氩气、百分之十五是二氧化碳、百分之五是氧气的混合气体,是针对低碳钢以及低合金钢的具有广泛适用性和被普遍认可的“万能搭配”。
三、实用选型原则:经验总结
将多年实操经验融入考量,焊接方法以及焊材选型得遵循这三点:其一,要与母材特性相匹配,就像针对不锈钢,优先选用氩弧焊以及不锈钢焊丝来讲;其二,需贴合工况,处于高温高压环境下,优先考虑碱性焊条以及气体保护焊;其三,要平衡效率与成本,进行批量生产时选择自动化工艺(埋弧焊、机器人气保焊),针对小批量维修,采用手工电弧焊。
PPT讲义介绍常见的焊接方法(文末查看讲义源文档)





因文章内容篇幅有限,仅展示前50页内容。
PPT讲义源文档