

会议通知
2024年11月13日至15日,“第二届全国智能化焊接工艺创新论坛”会在山东济南按时召开,到时候业内石油石化领域的顶级专家、学者会为我们带来干货满满的智能化焊接工艺创新技术报告,船舶制造领域的顶级专家、学者也会为我们带来干货满满的智能化焊接工艺创新技术报告,钢结构领域的顶级专家、学者同样会为我们带来干货满满的智能化焊接工艺创新技术报告,海工领域的顶级专家、学者会拿来干货满满的智能化焊接工艺创新技术报告,还有工程机械领域的顶级专家、学者会带来干货满满的智能化焊接工艺创新技术报告,核电制造领域的顶级专家、学者会给出干货满满的智能化焊接工艺创新技术报告,另外会有超过250人的专业人士出席,想了解智能化焊接方面的焊接同仁趁早报名吧。
感兴趣的朋友可以扫码报名,制造企业免费参会!
1 序言
我国身为煤炭大国,燃煤发电在我国仍旧属最重要的发电形式,依据《中国能源大数据报告(2023)》的报道,截至2022年末,中国煤电装机的总容量已然突破11.2亿kW,煤电于我国能源结构里依旧占据主导地位。锅炉是燃煤发电机组的动力部分,焊接乃锅炉制造当中不可缺少的关键工序,高温高压的运行环境愈发凸显了焊接技术于锅炉制造中的重要性。伴随等级锅炉成熟运用,更高参数锅炉因材料受限研发停顿,因而把控锅炉部件制造成本,提高锅炉市场竞争力格外关键。
焊接自动化,是指焊接过程从启动开始,持续到结束,整个流程全部由焊机来执行,并且自动完成,不需要操作工去做出任何调整。也就是说,在焊接过程里,焊枪位置的修正,以及各焊接参数的调整,是借助焊机的自适应控制系统达成的。而焊接机械化呢,是焊接机头的运动由机械来完成,焊丝的给送也是由机械完成,然而,焊枪相对于接缝中心的位置,还有焊丝离焊缝表面的距离,仍然需要有焊接操作工进行监视以及调整。在焊接领域当中,传统的热丝TIG焊,其焊接过程是需要焊工进行干预以及操作的,它是焊接机械化的典型代表,还有埋弧焊也是如此,其焊接过程同样需要焊工干预和操作,属于焊接机械化典型代表范畴,然而,作为焊接自动化典型代表的焊接机器人,它的焊接过程是完全不需要焊工进行干预以及操作的。焊接机器人存在示教型与免示教型这两种类型 ,示教型焊接机器人经过一次示教 ,机器人就能精准记忆焊接轨迹以及焊接参数 ,还能严格再现示教的每一步操作进而完成产品的焊接 ,这类机器人适宜大批量生产 ,因是示教再现 ,故而对环境变化的应变能力欠佳 ;免示教型焊接机器人 ,依据简单的控制指令自动确定焊缝的起点 、空间轨迹以及有关参数 ,且能依照实际情形自动跟踪焊缝轨迹 、调整焊枪姿态与焊接参数 ,能够适应不同结构的焊接任务。此外,鉴于示教型焊接机器人还得依靠焊工的示教,无法脱离焊工的操作经验,所以和智能化仍存在一定距离,而免示教型焊接机器人动作的达成离不开视觉传感器,且视觉同为焊接机器人的“眼睛”,能够达成焊接过程的实时监测以及自动跟踪,还能纠正焊枪偏差并调整焊枪姿态,无需焊工经验,切实达成了智能化焊接。
当下处于“双碳”背景的大环境之中,锅炉制造企业正处于高质量转型发展的关键时期,年轻一代已然不愿意从事环境恶劣的工作,于是“用工荒”时常出现,用工成本持续增加,这促使企业加快了数智化、绿色化以及精益化的进程,进而更先进、更智能的自动化焊接设备及工艺获得了推广与应用。视觉与焊接机器人大量被应用之后,部分焊接工序当中,“机器人”已然替代了“焊工”,产出率得以提高,企业的人力资源成本降低了,与此同时,锅炉部件的焊接效率与焊接质量也提升了,然而,小批量以及离散型的特点,决定了锅炉制造企业实施“黑灯”工厂存在难度,更多是借助“工作站”的形式,来达成锅炉部件的智能化焊接了。
2 锅炉智能化焊接现状2.1 集箱部件
集箱属于电站锅炉关键设备,集箱上面布满众多不同直径管座(或者管接头),管座跟集箱角焊缝焊接主要运用手工焊,焊接工作数量多,并且为预防冷裂纹,多数集箱还得预热100至二百℃,致使焊工作业环境差、劳动强度高,焊接质量不稳定,返修情况多。从20世纪90年代起,国内好多企业与科研院所联合展开自动化焊接攻关,目的是降低焊工劳动强度,提升集箱管座焊接质量以及焊接效率,不过限于当时那时的条件,全都是以示教弧焊机器人研究作为主要方向。卢抗美等人钻研了弧焊机器人应用于锅炉集箱管座焊接的可行性,李瑞峰等人从预防集箱管座焊接变形的视角探究了机器人焊接的最佳路径,哈尔滨工业大学研发了一套用于集箱管座焊接的机器人工作站,设计了六自由度机器人控制系统,还进行了集箱模拟示教焊接,试焊效果不错,然而却没能在企业实际生产里得到成功应用,万军、杨松等人借助示教弧焊机器人开展了集箱管接头焊接工艺的研究,阐明了机器人焊接的常见缺陷以及预防措施。
集箱管座焊接工况复杂,致使上述示教弧焊机器人及工艺,在锅炉制造企业未获推广应用,到2015年以后,盛仲曦等人研发出一套集箱管接头机器人装焊工作站(见图1),且在锅炉制造企业成功应用。其结构含有中控台,还有焊接电源,以及装配和焊接机器人(视觉),再有变位机,还有滚轮架以及清枪剪丝器等,主要是针对长度小于等于100mm、外径在31至76mm之间、管节距大于等于30mm的开坡口短管接头,材料等级被限制在、和碳素钢范围以内,对于有冲击性能要求的T/P91和T/P92而言,由于实芯焊丝气体保护焊焊缝冲击值低于标准要求所以无法使用。人工将管接头摆放到物料托盘上,工作站程序设置完毕后,一键启动,装配机器人通过视觉扫描托盘上的短管接头,接着自动抓取以进行装配,焊接机器人先凭借视觉扫描管接头的坡口处,随后自动进行左右定位焊两点固定,装配机器人退出,之后焊接机器人自动调整焊枪姿态,进而自动完成多层多道焊接,整个作业过程无需人工干预。首次焊接短管接头前,要先开展试焊,运用磁粉检测以及相控阵检测角焊缝,要是没有相控阵检测设备,那便能够采用取样的办法来确定焊缝有无缺陷,在确定焊缝不存在缺陷之后才可固化焊接参数,以此用于相同规格与材质的短管接头批量焊接。
图1 集箱管接头机器人装焊工作站

针对那种长度大于或等于200毫米,外径处于31毫米至76毫米范围内,管节距大于50毫米的没有坡口的长型管接头,从日本那儿引进了机器人焊接工作站。这个机器人焊接结构所包含的东西,有中控台。还有焊接电源。也有视觉焊接机器人。另外还有滚轮架。以及清枪剪丝器等。这种长管接头,先是用人工作进行装配。接着采用氩弧焊并且进行装点固定。之后,要设置工作站程序。一键启动后,通过3D视觉扫描长管接头坡口来获取相关信息。然后,焊接机器人会去进行寻位操作。还要自动调整焊枪姿态。最终完成焊接。其角焊缝所呈现出来的形状美观。而且具有良好的一致性。并且出现得飞溅也是比较少的。

图2 从日本引进的机器人焊接工作站
管接头焊接之时所存在缺陷的类型,主要包含有气孔,存在侧壁以及道间未熔合的情况,同时还有咬边以及出现飞溅等状况。为防止出现气孔缺陷,要运用气体干燥装置,挑选适宜的喷嘴并于焊接进程中考的生有好到及时打扫;为防止出现侧壁和道间未熔合缺陷情况,需精准把控每层每道的焊接电流、电弧的电压,并且视觉得精准调控焊成有好到枪姿态;为防止产生咬边缺陷,那就该把控盖面焊道的成形情况,在意焊接电流和焊接速度的匹配情况;为防止产生飞溅缺陷,首先要挑选高端低飞溅脉冲焊接电源,像福尼斯、克鲁斯等;其次,还必须严格控制考试的生有好到焊接参数,选到合适的气体配比。
2.2 膜式壁部件
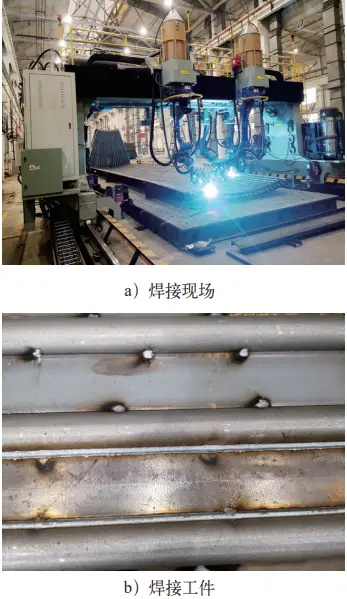
图3 膜式壁管屏智能焊接工作站
针对膜式壁管屏上销钉焊接的工作量巨大这一情况,王冬平、银润邦等人介绍了一种销钉焊接机器人工作站,也就是如图4所示的那个工作站,该工作站涵盖中控台、龙门架、焊接电源、视觉焊接机器人以及送钉系统等等。在程序被设定好了之后,通过一键启动,利用视觉扫描膜式壁管屏从而获得点云建模,接着在视觉获 得点云建模之后,焊接机器人开展视觉寻位,在开展视觉寻位之后做到自动调整焊枪姿态,在自动调整焊枪姿态之后自动完成销钉焊接。机器焊接销钉,首先要留意保证销钉自身质量,其次要保障送钉系统稳定性,同时还得依据销钉与钢管材质来判定是否选用保护气体以及保护气什么类型。另外,为防止机器人焊接销钉出现质量问题,针对不同材质的管屏和销钉,在施焊之前应开展焊接工艺评定以及试焊,合格之后固化焊接工艺参数方可批量应用。销钉焊接之前不必划销钉焊接线,机器焊接的销钉横平竖直、焊缝饱满、没有飞溅,完全契合锅炉标准要求。
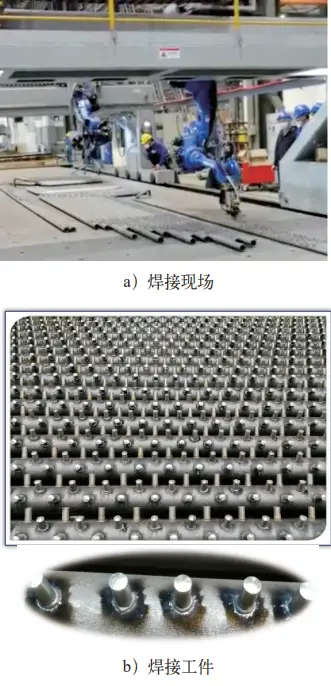
图4 销钉焊接机器人工作站
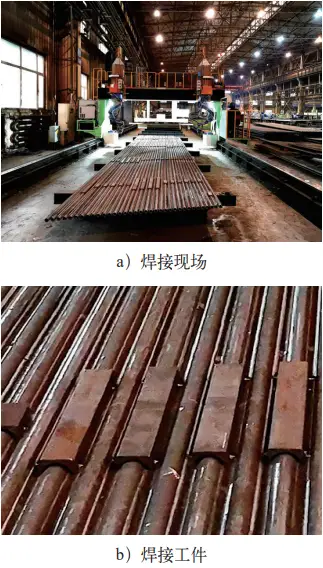
图5 膜式壁附件机器人焊接工作站
2.3 蛇形管部件

蛇形管属于锅炉受热面管系,形状如同“蛇”,是经小口径钢管拼接、弯制后组屏形成的,其具备材料种类多样,制造难度较高的特性。设计时运用了诸多滑动块或者夹板去固定蛇形管屏,目的在于预防蛇形钢管于锅炉运行进程中因相互摩擦致使减薄进而引发爆管。鉴于蛇形管附件材料种类繁多、焊缝短小、结构繁杂等特点,使得达成智能焊接困难程度极大,国内针对此方面研究较少,所以蛇形管附件主要借助手工焊进行焊接。
近些年,为了将蛇形管附件的焊接效率予以提升,并且把焊接质量加以提高,陈弈等人开展了研发工作,研发出了一套蛇形管屏附件机器人焊接工作站,在图6中能够看到,该工作站适用于不同材质的管屏以及具有特定结构的滑动块,其中有中控台、龙门架、焊接电源、视觉焊接机器人以及剪丝清枪器等。在程序设定完成之后,通过一键启动,上下焊接机器人会做视觉扫描,去寻找滑动块,接着规划焊接路径,随后自动调整焊枪姿态,并且自动完成平焊以及仰焊,工作站所焊接的滑动块角焊缝,其外形十分美观,产生的飞溅超低,不存在咬边等缺陷。近来,和也研发出了一套针对于蛇形管屏以及特定夹板与销轴的机器人智能焊接系统,且该系统已成功投入应用,其焊缝质量以及效率显著地要比手工焊接焊缝更为出色。
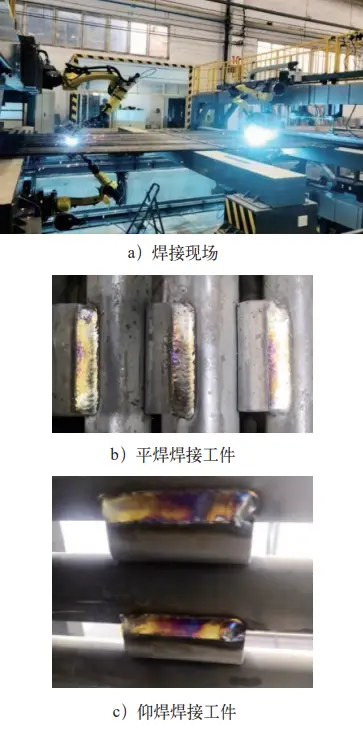
图6 蛇形管屏附件机器人焊接工作站
由于蛇形管屏悬挂于锅炉的炉膛之内,所以必定会大量运用吊挂管,并且吊挂管上布满承力钢板件,特别是塔式炉吊挂管具备批量特性。针对吊挂管,为提升吊挂管附件的焊接质量与效率,削减焊接用工,刁旺战等人介绍了吊挂管附件机器人装焊工作站(见图7),它适用于不同材质的单管以及特定的附件,还包括控制台、焊接电源、装点机器人、示教焊接机器人、变位机以及剪丝清枪器等。示教完成以后,进行程序设定,启动设备,钢板件以及钢管会自动上料,装配机器人会对钢板予以夹持,焊接机器人会自动开展定位焊,随后两台机器人会进行对称自动焊接,所焊附件的角焊缝成形较为美观,焊脚尺寸契合锅炉吊挂管技术要求。当前,对于投入吊挂管附件智能焊接机器人系统也在持续跟进。

图7 吊挂管附件机器人装焊工作站
2.4 其他部件
很多的吊杆被运用在锅炉上,吊杆的端部有着装焊的耳板附件。因为要承受力量,故而耳板焊缝质量有着较高要求,焊接完成后要开展超声波以及表面磁粉检测。 有个吊杆附件机器人焊接工作站率先被使用(见图8),它的结构含有装夹工装、焊接电源、示教焊接机器人还有烟尘处理设备等,被应用于不同材质的吊杆加上特定结构的耳板。首先,针对所有各异规格的吊杆以及吊板角焊缝展开焊接示教,焊接出合格产品进而形成焊接工艺数据库,而后在人工进行上料、装夹吊板之后,调用程序,机器人自动一层一道地实施多层焊接以完成操作,焊缝质量相对稳定,外观成形较为良好。
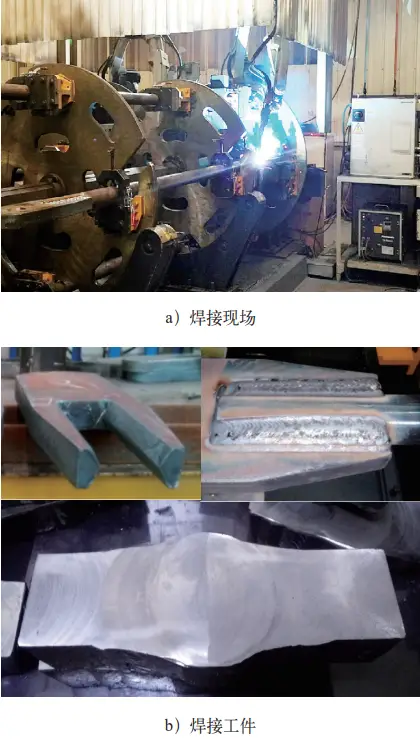
图8 吊杆附件机器人焊接工作站
燃烧器乃锅炉核心组件中之一,燃烧器筒节环缝属非承压件,然其质量优劣直接关乎燃烧器寿命,为提升燃烧器筒节环缝质量,联合研发了燃烧器筒节环缝机器人焊接工作站(见图9),其适用于不同材质薄壁筒体,涵盖焊接电源、视觉焊接机器人、滚轮架及清枪剪丝器等,人工组对筒节并装点,设定程序后一键启动,视觉机器人自动寻位、自动调整焊枪姿态以完成筒节环缝焊接。设备运行稳定,焊缝表面成形符合技术要求,无需打磨。


图9 燃烧器筒节环缝机器人焊接工作站
而且,视觉焊接机器人现阶段已被广泛运用到锅炉以及建筑钢结构领域,大量替换人工进行作业,进而使得焊接质量以及效率得以显著提高。
3 锅炉智能化焊接展望
即便部分锅炉零部件已然达成了智能化焊接,且焊接效率以及焊接质量获得了较大程度的提升,然而仍存在大量锅炉零部件要借助机械焊、焊条电弧焊或者手工气体保护焊等传统焊接方法去达成,所以智能化焊接仍需加大研发力度与投入。结合当下视觉+焊接机器人的迅猛发展,笔者觉得有以下几类锅炉零部件智能化焊接将要很快达成突破。
3.1 汽包和集箱
亚临界锅炉的汽包,其用材相对比较单一,主要是以钢同等级的材料为主,而筒身的纵环缝,大多采用单丝或者双丝埋弧焊,在进行焊接这个过程当中,有一名焊工需要负责清理焊渣,还要监控以及调整焊枪的姿态与角度,并且处理焊剂等相关工作,焊接的时候,必须保证预热温度,然而作业条件比较差。尽管汽包筒身纵环缝具备实现实芯焊丝智能焊接的可能性,然而,因节约的焊工数量有限,单丝气体保护焊效率不及埋弧焊高,焊缝冲击性能难以保证,且焊接易出现气孔缺陷致使超声波或射线检测不合格等问题,限制了企业实施智能焊接的积极性。所以,只有解决了前面所述问题,或者从降低焊工技能要求的角度出发,锅筒纵环缝才存在实现智能焊接的可能。然而,汽包之上存在着数量众多的骑坐式大管座,其直径处于100至200mm的范围,大管座的坡口借助数控或者智能加工设备予以加工,汽包上的管孔同样是运用高精度镗铣床加工形成的,管孔以及大管座的高精度坡口对装配的精度与一致性予以保证,为达成智能焊接奠定了基础方面的条件。另外,大管座现今选用的马鞍埋弧焊需要两名焊工去操作一台马鞍埋弧焊设备,汽包大管座具备一定的批量性质,所以能够选择集群式智能焊接工作站,进而提升单位时间的焊接效率以及焊工的产出率。基于此,已有企业在开展汽包大管座智能焊接的前期策划。
集箱小管接头部分达成了机器人智能装焊,然而集箱大管座存在马鞍落差大的状况,肩部与腹部的焊缝填充量存在较大差异,焊接路径颇难规划,并且是多层多道叠加焊接,每道焊缝的精准控制难以达成,还有预设目标与实际焊接的累积偏差大等问题,故而直至目前,集箱大管座智能焊接仍处于基础研发阶段。国内已有单位联合科研院所投入资源展开研发工作,期望在特定集箱以及特定规格的大管座上达成智能焊接的突破。
3.2 膜式壁和蛇形管
锅炉膜式壁以及蛇形管管屏用到了好多规格为φ28~φ76mm的碳素钢小口径钢管,还有耐热钢小口径钢管,另外还有不锈钢小口径钢管,小口径钢管对接主要运用热丝TIG焊,在焊接这个过程当中,需要1名具备丰富经验的高技能焊工去操作设备,并且有打磨坡口、组对还有内充氩等诸多辅助工作得让焊工来完成。小口径钢管对接达成机械焊已经快30年了,视觉和焊接机器人联合起来应用,让小口径管对接达成智能焊接变成了有可能的事情,国内已经有厂家开始着手投入研发。首先,在小口径管对接之智能焊里,有必要提升钢管坡口加工的质量,并且最好选用数控或者智能加工设备;其次,要去解决管口的自动组对,组对出契合智能焊接要求的接头,乃是达成智能焊接得以实现的前提条件;接着,对于那些需要内充氩的材料而言,达成自动充氩是绝对不能少的;然后,得采用视觉来对管口组对质量予以检测及判定,进而纠偏焊枪的位置;再然后,应达成自动蚀刻焊工钢印;最后,针对不同材质、不同规格的对接接头,要形成焊接工艺数据库,以此解决未焊透、焊漏、焊瘤、未熔合以及焊偏等工艺方面的问题。
膜式壁管屏的钢管与扁钢采用 MPM 焊或者埋弧焊,这两种属于机械焊的方式都离不开焊工去操作,好比一套有着 20 头的 MPM 焊接设备,每班需要不少于 2 名焊工来进行值守,焊工要随时去观察电弧情况,还要调整焊枪姿态,并且清理焊枪喷嘴等,其工作内容繁杂琐碎。如今,通过视觉跟踪检测焊缝,并控制焊枪姿态已有成熟的应用实例,焊枪清理同样是成熟技术,所以运用视觉加上焊接机器人去替代人工来实现 MPM 拼屏智能焊接是最具可能性的,据了解国内已经有单位正在开展该类设备的研发工作。
4 结束语
即使越来越多的锅炉零部件达成了智能焊接,然而仍存在大量的机械焊,以及焊条电弧焊或者半自动焊接在被运用,锅炉制造与“工业4.0”存在极大差距,所以需要锅炉制造头部企业引领不断投入资源,联手科研院所和高校开展智能焊接设备和工艺研发,踊跃推广应用视觉+焊接机器人技术,持续更新并改造现有焊接装备,从点至线构成智能焊接生产线,最终达成智能焊接数字工厂,提升锅炉零部件焊接质量,削减制造成本,强化锅炉制造企业的国际及国内市场竞争力。










