

焊件依其厚度还有结构所涉及的焊接接头种类,被划分成对接接头、T形接头、角接接头以及搭接接头等等,并且每种接头适用于不一样的场合,常见的焊接接头型式含有对接接头、T形接头、角接接头以及搭接接头等等,对接接头作为应用最为广泛的接头型式,它的特点是两件焊件表面形成大于或者等于135°且小于或者等于180°的夹角,对于钢板厚度处于6mm以下的情形,除非是关键结构,不然通常不需要开设坡口。当存在两块厚度不一样的钢板要进行对接时,若两板厚度差(δ—δ1)没有超出规定的值,那么焊缝坡口的基本形式以及尺寸能够参照较厚板的尺寸数据去选择,不然的话,得在厚板上开展单面或者双面削薄处理,其削薄长度L应当满足L≥3(δ—δ1)的要求。
坡口形式含I形、V形、Y形、双Y形、U形、双U形等好些类型,V形和Y形坡口因加工与施焊便捷受喜爱,不用翻转焊件便可完成焊接,可是焊后易产生角变形,为应对此问题,双Y形坡口在V形坡口基础上改进,特别适用于较厚焊件,虽说双Y形坡口能减少焊缝金属量且简化施焊过程,但其缺点是焊接时需翻转焊件,可能影响劳动条件。U形坡口受到关注,是因其有着较小的填充金属量,还有优异的焊接性能,不过其加工难度相对较高。

02焊缝形式及符号
【 焊缝形式 】
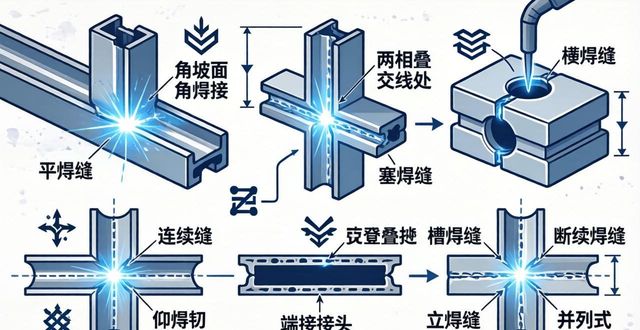
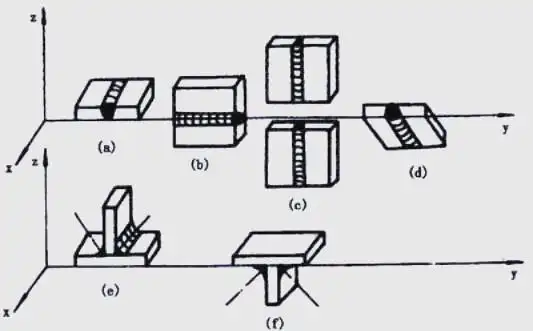
有对接焊缝,角焊缝,塞焊缝,槽焊缝,端接焊缝,这几种是焊缝结合形式内容。对接焊缝呢,是在焊件坡口面间,或者零件坡口面与另一零件表面间,来进行焊接的。角焊缝是沿两直交或近直交零件交线,去焊接的。端接焊缝会构成端接接头哦。另外,还有塞焊缝和槽焊缝,塞焊缝涉及两零件相叠且在圆孔中焊接的情况,槽焊缝涉及两零件相叠且在长孔中焊接的情况。在空间位置方面,焊缝可以是平焊缝,立焊缝,横焊缝以及仰焊缝。最后,依据焊缝的断续情形,能够进一步划分成连续焊缝以及断续焊缝这两类,断续焊缝涵盖了交错式与并列式这两种。
【 焊缝符号 】
焊缝符号往往是由这么两部分构成的:基本符号跟指引线,还要依据需求加入辅助符号、补充符号以及焊缝尺寸符号等这些元素。焊缝符号涵盖基本符号、辅助符号等,是用来体现焊缝的具体形状以及相关特性的。在GB324—88《焊缝符号表示法》这个标准里,焊缝符号被细致划分成了几类:基本符号是用来展现焊缝的横截面形态的,辅助符号描绘的是焊缝的表面特征,补充符号是为了解释焊缝的特定属性而专门设计的。
03焊接工艺参数
【 关键参数及影响 】

处于焊接进程里,为了保障焊接质量而设定的各个参数,像焊接电流、电弧电压以及焊接速度,统统被称作焊接工艺参数。当中,线能量属于重要指标,一般是用焦尔/厘米或者焦尔/毫米来进行衡量。焊接电流、电弧电压与焊接速度乃是对焊缝形状产生影响的关键工艺参数,对其进行调整时要全面考量以便确保质量。
关乎焊缝形状的焊接电流,其产生的影响重点在于焊缝厚度以及余高的改变情况,电弧电压所产生的主要影响是针对焊缝宽度,然而焊接速度会对焊缝厚度与宽度都产生作用。各个参数之间相互配合协调,才能够获取到理想状态的焊缝形状。
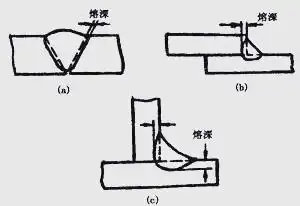
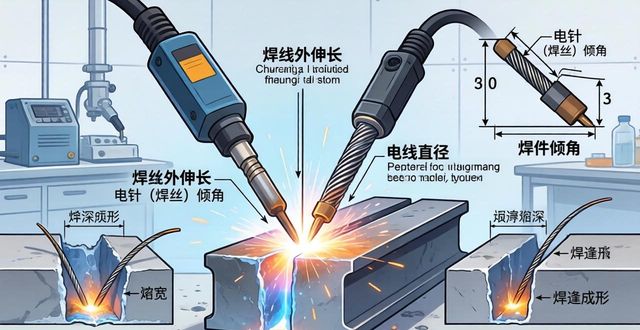
电弧焊时,那些诸如电极直径、焊丝外伸长、电极(焊丝)倾角以及焊件倾角等其他因素,同样会对焊缝形状造成影响。更大幅度的坡口深度以及宽度,也会给焊缝的成形带来影响,能够做到无缝的焊接,可进一步使焊缝成形质量得到优化。保护气体成分以及熔渣粘度等气体保护焊特性,也对焊缝形状存在直接影响。
处于氩弧焊进程里,不同产地的不锈钢,因化学成分存在差异,当运用相同工艺参数实施焊接时,焊缝形状会展现出显著差异,这些均是于实际焊接操作当中需要综合予以考量的因素,目的在于确保weld符合标准。










