
1、一般要求
a. 部分熔透焊接,是指从单面或者双面进行焊接,其熔透程度比完全渗透要少一些的那种焊接,不过这样的焊接不能存在熔透不完全的情况,也不能有缺陷。
b. 1,于部分熔透焊接而言。2,当在与焊接线成直角方向存在抗拉力作用时。3,并且是以焊接线为轴有弯曲作用时。4,这种 状况下则不得使用。5,然而,当于焊接部位仅有剪力作用时。6,对于喉断面给予容许应力的情况下。7,则容许其使用。
c. 要是设计图书给出了指示,那么才有条件使用部分熔透焊接。然而那焊接部位的强度是由喉厚来决定的,所以呢,施工者不能凭借随意的判断去开展施工。
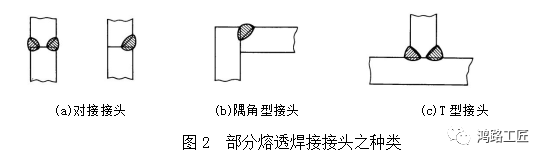
d. 部分熔透焊接的接头,可大致区分为像下图所展示的对接接头、隅角型接头、T型接头这三种。对接接头,是适用于不会产生抗拉力的柱部材之间的接头。

隅角型接头是适用于箱型断面部材之柱板之隅角接头。
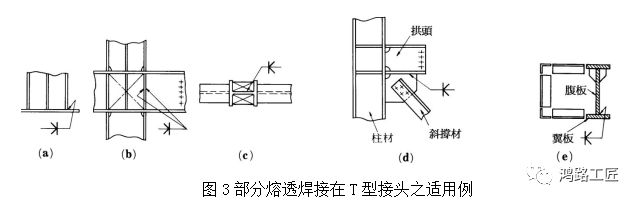
T型接头是适用于以下之部位。
不产生抗拉力的那种,十字型断面的柱,以及H型断面的柱,和柱底板的接头部位。
②针对梁贯穿型的那种十字型断面的柱子,以及H型断面的柱子来说时其的那种剪切格板,也就是Shear panel的那个部分。
③H型断面之柱梁接合部水平加劲板与柱腹板之接头部。
④部材使得厚板发生变化,这就需要强度较大的填角焊接,当斜撑材与柱以及梁材的脚长大概在14mm以上的时候这样一种情况出现之于此。
接合部位之接合板之接头部。
⑤使用于天车梁之大型I型断面梁之下翼板与腹板之接头板。
e. 焊接时,部分熔透焊接这一操作,要达成所规定的熔透成效,也就是有效喉厚的效果。有效喉厚的数值是在2√t以上,这里的t指的是板厚。尤其要注意的是,当进行开坡口根部的初层焊接时,要加以充分留意。这需要依据板厚、开坡口的形状、焊接时所采取的姿势等等要素和情况。从而选用适宜恰当的焊条,或者是焊线的种类、口径、运行电流、电压、速度以及运棒法等。并且施工时必须仔细认真,切实不能出现不能达成熔透效果,也就是熔透不足的情况。
2、开坡口形状与有效喉厚
在部分熔透焊接当中,对于开坡口形状而言,最需要予以注意的便是开坡口深度以及开坡口角度的管理。开坡口深度它是在设计方面决定有效喉厚的那个基本尺寸,另外,开坡口角度在焊接施工过程里是左右根部熔透情况的重要因素。

一般来说,进行熔透较少的被覆电焊时,虽说会因为所使用的焊条口径、开坡口角度、焊接电流、焊接姿势等因素而存在差异,然而却很难实现根部的熔透,容易形成不完全的焊接,所以需要格外慎重地加以留意。在《钢构造设计规范》里,明确规定当开坡口为V型、K型时,鉴于可能会出现熔透不足的状况,从而让有效喉厚为从开坡口深度减去3mm所得到的值。另外,当处于V型、X型、U型、J型等情况时,则是将开坡口深度当作有效喉厚。
此外,相比于被覆电焊,那种熔透比较深的气体遮护焊接以及埋弧焊接,在根部能够获得充分的熔透,所以有效喉厚可以作为开坡口深度。
如同这般来说,通常情况下,有效喉厚是依据开坡口深度来确定的,它不受焊接方法的限制,也不受开坡口形状的约束,能够稳定地获取超过开坡口深度的一定熔透量,当能确认将其熔透量包含在内之时,若处于这种可确认喉 thick 的情形,那么就能够把它用做有效之喉厚。
3、焊缝余高
在「钢构造设计规范」里,部分熔透焊接涉及的有效喉厚,是由板厚决定的,是由焊接方法决定的,是由开坡口形状决定的。部分熔透焊接的喉厚,与完全熔透焊接不一样,即便未达到母材的厚度,要是能够满足所需的喉厚,那就是没有问题的。还要注意,焊缝余高要向完全熔透焊接看齐,除了有特别指定的情况,都要做到最小。










