
01焊接坡口的加工与重要性
施焊之际,为保焊接品质,针对工件待焊之处施以恰当坡口加工极具关键意义。此加工可借气割或者切削予以达成,一般所成坡口呈斜面状,偶尔亦或许为曲面。比如,当两块厚度皆为10mm 的钢板欲行对焊之时,为强化焊缝之牢固程度,会于钢板边缘铣出倒角,此过程即称作开坡口。然而,基于材料厚度之差别以及焊接质量之不同诉求,所选用的焊接接头形式以及坡口形状亦会产生变动。常见的坡口形式包括K型、V型、I型、U型和X型等。
坡口几何尺寸的重要性
坡口几何尺寸对焊接质量、效率,还有焊缝牢固性与美观度有着直接影响,在焊接进程里,得仔细考量且确定坡口几何尺寸。

(1) 坡口面
坡口面指的是待焊件上被加工成一定几何形状的坡口表面。
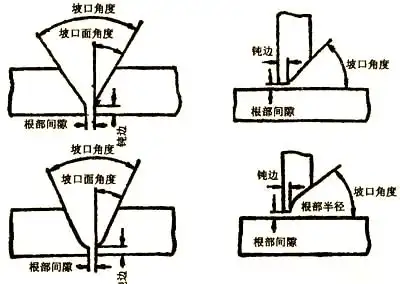
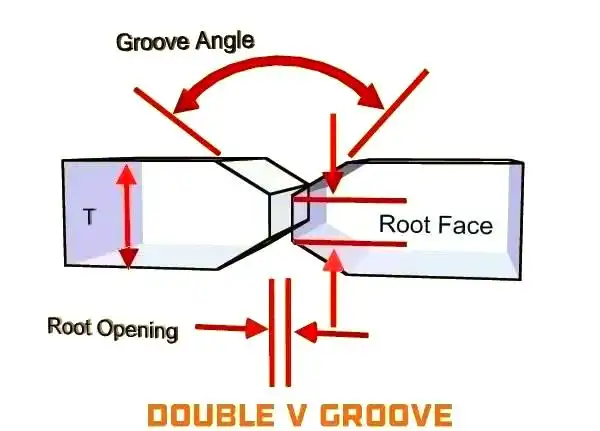
(2) 坡口面角度与坡口角度
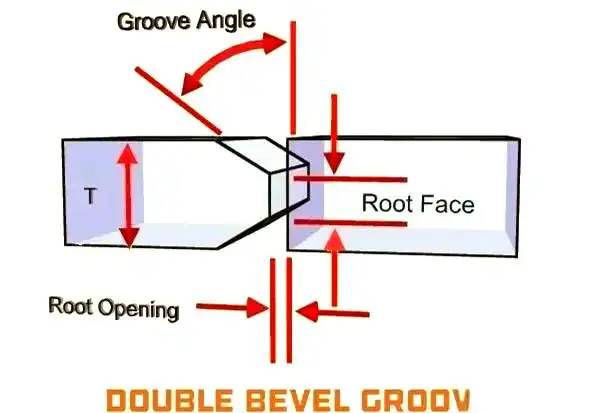
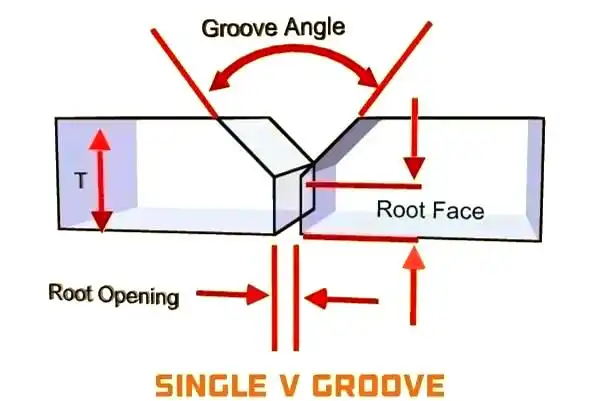
处于待加工状态的坡口的端面,与坡口面二者之间所形成的夹角,被称作坡口面角度,而两坡口面彼此之间形成的夹角,则是所谓的坡口角度。这两个角度若能进行合理的设置,对于焊接质量是极其关键重要的。
(3) 根部间隙
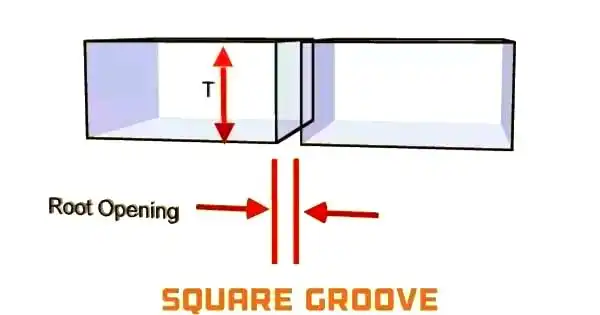
因焊前要确保根部焊透,所以在接头根部之间预留的空隙,就是根部间隙,它也被称作装配间隙。对于打底焊时的根部焊透而言,它的存在有着极其关键且重要的作用。
(4) 钝边
钝边是焊件开坡口之际,沿着接头坡口根部的端面直边部分,其作用是防止焊接进程当中根部烧穿现象出现。
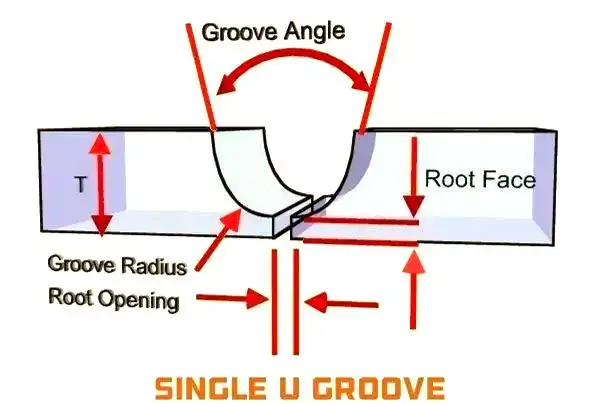
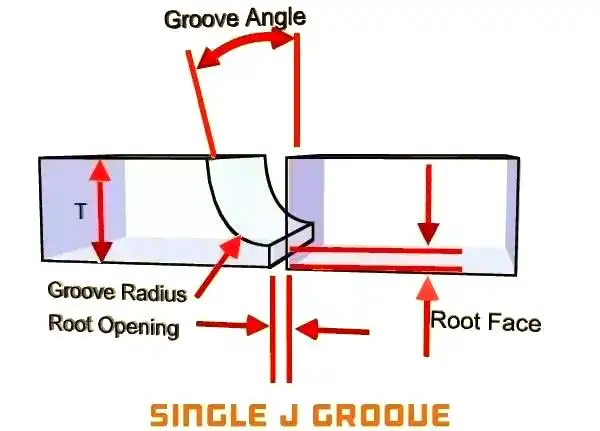
(5) 根部半径
J形或U形坡口中,称底部的圆角半径为根部半径,它能增大坡口根部的空间,利于根部焊透。
02常见坡口形式及特点
K型坡口
K型坡口属于一种常见的坡口形式,其呈现出的特点是,在坡口根部那儿有着较大的空间,而这一情况有助于达成根部焊透。除此之外,K型坡口具备操作简便、焊接效率高这样的优点,所以在焊接过程当中被广泛加以应用。
I型坡口
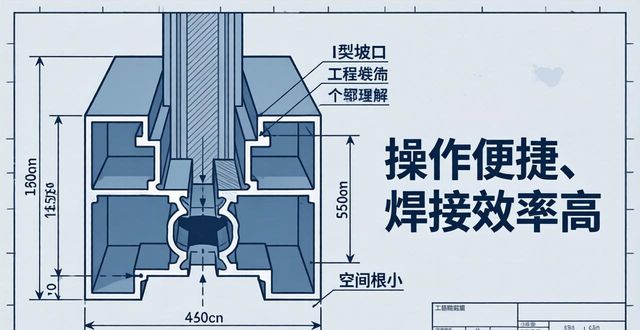
一种常见的坡口类型是I型坡口,它的特点是坡口根部空间比较小,这样一来在某种程度上或许会对根部焊透的可能性造成限制。不过,I型坡口具备其特有的优势,像是操作便捷简便,并且焊接效率相对而言比较高,所以在某些应用场景之下依旧会被广泛地加以使用。
V型坡口
有一种常见的坡口类型是V型坡口,它的特点是根部空间在所难免地相对较大,在一定程度上,这就增加了根部焊透的可能性。不仅如此,V型坡口的设计对提高焊接质量和效率也有着帮助。所以,在许多应用的场合之下,得到广泛应用的便是V型坡口。
X型坡口
X型坡口,属另类重要的坡口之型,其特别之处在于那交叉样式之设计,能给焊接予以更大的空间。此类坡口类型,常被用于有高度灵活性以及强度要求的结构当中,以便保障焊接之质量以及稳定性。
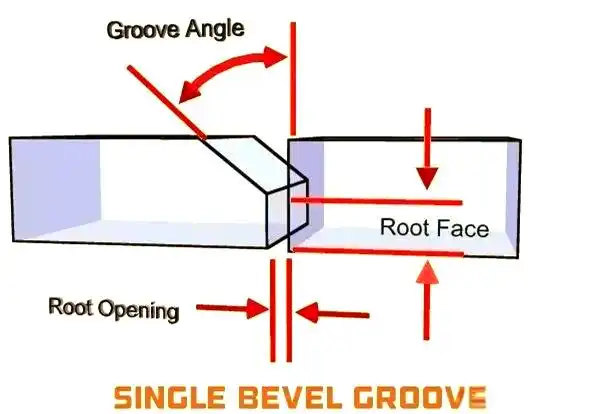
J型坡口
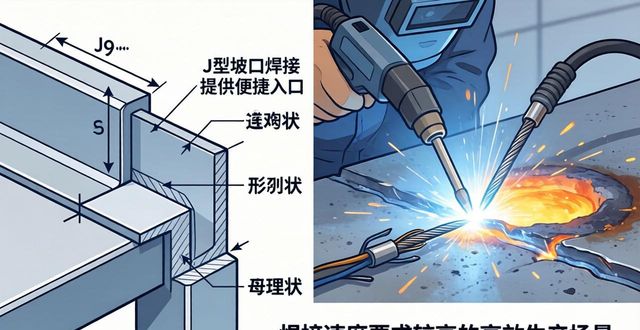
J型坡口是常见坡口类型之一,其特征是一边有倾斜设计,借助这种设计能为焊接操作提供便捷入口,它常被用于对焊接速度要求较高且操作简便的场合,以此来提升生产效率。
U型坡口
有一种坡口叫单U型坡口,它的特征是,一侧呈现出倾斜的状态,另一侧却保持着垂直的样子。这种坡口设计于焊接之时,能给操作者提供一定的操作空间,并且还有助于保证焊接的稳定性以及质量。它常常被应用在对焊接质量要求高或者空间有限的场合,目的是充分发挥出其优势。
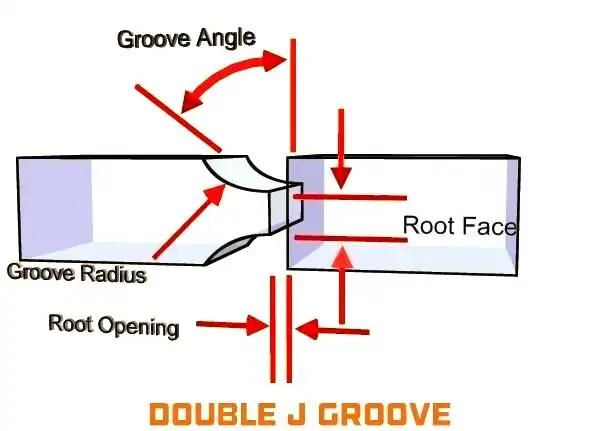
双U型坡口进行设计,目的在于确保焊缝根部具备焊透性,使得焊接热源可以深入接头的根部,进而保障接头的整体质量,除此之外,这种坡口形状能够有效调节基本金属与填充金属的比例,进一步优化焊接效果。