
1、焊接坡口跟焊接变形,焊接坡口同焊接变形,焊接接头样式以及坡口选用,焊接变形形成的缘由,焊接结构设计跟坡口设计,焊接变形的管控和矫正,接头样式跟坡口的筹备,1、焊接接头的样式 接头主要存在对接、角接、T形接以及搭接等4种。1.1对接接头 两焊件端面相对平行的接头,被称作对接接头。是焊接结构里采用数量最多的一种样式。依据坡口形式存在的差异,能够划分成I形、V形、X形、U形以及双U形等等,一、焊接接头形式以及坡口选用,(a)I形坡口,(b)V形坡口,(c)X坡口,(d)U形坡口,(e)双U形坡口,1.2角接接头,两焊件端面间形成夹角的接头,被称作角接接头,按照坡口型式所具有的不同,区分成不开坡口、单边V形、V形以及K形等4种型式,(a)不开坡口。
2、 一焊件端面与另一焊件表面构成复角或近似直角这样的接头,被称为T形接头,其应用范围仅次于对接接头,它是一种接头 ,而根据坡口形式不同,它又分为不开坡口、单边V形、K形和双U形等4种,其中还有(a是)I形坡口 ,(b是)单边V形坡口 ,(c是)K形坡口 ,(d是)双U形坡口 ,以T形接头连接焊缝时,板厚小于3mm可不开放口 ,另外3个焊件装配成“十”字形接头,这种接头叫十字接头。在实际情况当中,乃是两T形接头所形成的组合。其中,有一种接头被称作1.4搭接接头,它是由两焊件部分重叠从而构成的接头。依据结构形式以及对强度的要求存在差异,这种搭接接头又被划分成不开坡口、圆孔内塞焊以及长孔内角焊等3种类型。图(a)所展示的便是不开坡口的搭接接头,它主要应用于厚度12mm以下的焊件,有的时候还能够采用双 最终,句子似乎没有写完且表述不太完整确切,请提供完整准确内容以便能更精准改写。
3、对焊件的待焊部位,依据设计或者工艺要求,将其加工成具备一定几何形状以及尺寸的沟槽,此沟槽被称之为坡口;作用之处在于,其一,让热源也就是电弧或者火焰能够抵达焊缝根部,以此保证根部实现焊透;其二,更便于操作以及清理焊渣;其三,调节焊缝成型系数,进而获得较好的焊缝成型效果;针对面焊接而言,这类接头承载能力较低,会用于不重要的结构,一旦遇到重叠面积比较大的情形,为确保焊接强度,能够分别选用图(b)、(c)这两种形式。 、坡口的准备2.1坡口的定义及作用 (此处句号保留原文形式,你可根据实际需求调整)(4)针对基本金属以及填充金属两者的比例予以调节。要挑选坡口,其遵循的原则是要拿到高质量的焊接接头,所以得选恰当的坡口型式。而坡口进行选择时,主要是依据母材的厚度,还有焊接所采用的方法以及工艺方面的要求来定。在选择期间,需要留意以下这些问题:一是尽可能地去减少填充金属的用量。二是坡口的形状在加工的时候比较容易。

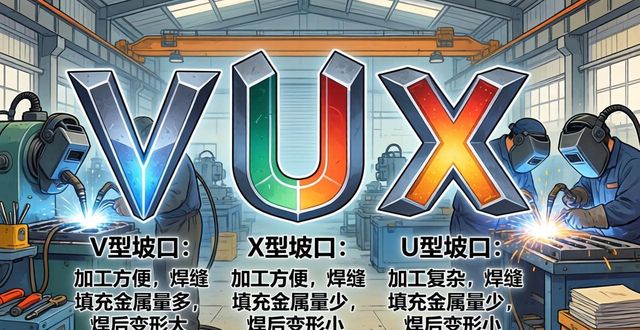
4、(3)能够让焊工操作起来比较便利,同时也便于清渣,(4)并且焊后应力以及变形要尽可能地小。V、U、X型坡口的比较,就坡口形式而言,比较条件涵盖加工焊缝填充金属量、焊件翻转以及焊后变形,V型坡口方便加工,焊缝填充金属量较多,焊件翻转时不需要进行额外操作,不过焊后变形较大;U型坡口加工复杂,焊缝填充金属量少,焊件翻转时不需要特别处理,焊后变形小;X型坡口加工方便,焊缝填充金属量较少,焊件翻转时需要一定操作,焊后变形较小。2.3坡口制备所采取的方法,是依据焊件的尺寸、形状以及加工条件来确定的,存在以下方法:(1)剪边,即通过剪板机进行剪切加工,这种方式常用于I形坡口;(2)刨边,利用刨床或者刨边机来加工,常用于板件加工。(3)车削是通过用车床或者车管机来进行加工的操作 这样方式是适宜于管子领域加工的 切割能借助氧一乙快火焰手工切割或者自动切割机实施切割 进而将其加工成为呈I形 呈V形 呈X形以及呈K形的坡口 , 碳弧气刨重点乃鉴于清理焊根之际的开槽工作 其具备效率比较高的特性 然而劳动条件却是比较差的。
5、(6)存在铲削或者磨削这种方式,动用手工或者风动、电动之类的工具来进行铲削,或者借助砂轮机以及角向磨光机来实施磨削加工,其效率较为低下,大多是用于焊接缺陷返修部位的开槽。坡口加工质量,对焊接过程有着极大的影响,其应吻合图纸或者技术条件的要求,焊接结构所采用材料应遵循以下选择原则,满足使用需求,挑选易于焊接的材料,对于高强度的结构钢材,尽可能优先予以选择,针对重要结构,应当选用镇静钢,当异种钢材相互焊接时,针对较弱一方要采取相应措施,多采用锻造、压制以及型材,以减少焊缝数量。二、焊接结构的设计以及坡口设计,焊接接头的工艺设计,焊缝的布置,焊缝布置存在一般原则,其一避开应力最大的地方,其二焊缝要远离作为加工的面,其三对称进行布置能够让变形变得更小,其四布置焊缝要力求分散开来,其五考虑便于操作要想得周全。
6、 2.6尽可能采用平焊,这样效率会高一些。3坡口设计遵循一定原则,3.1在对焊缝尺寸大小以及接头形式进行设计时,首先得明确是工作焊缝还是联系焊缝。工作焊缝:此焊缝跟被连接的元件系串联关系,它肩负着传递全部载荷的重任,一旦出现断裂情况,结构便会失效,其所承受的应力称作工作应力。联系焊缝:焊缝和被连接件是并联的,它仅传递极小的载荷,主要起到元件之间相互联系的作用,焊缝要是断裂,结构并不会马上失效,其应力被称为联系应力。必须对工作焊缝开展焊缝强度计算,联系焊缝要因考虑经济性而使焊缝减小、减短,那些具有双重性的焊缝,存在工作应力同时还有联系应力,这种情况下只计算工作应力,不将联系应力纳入考虑,3.2坡口的设计(1)坡口作用:主要是增大熔深,提高焊缝截面的有效厚度。以对接Y形坡口为例:
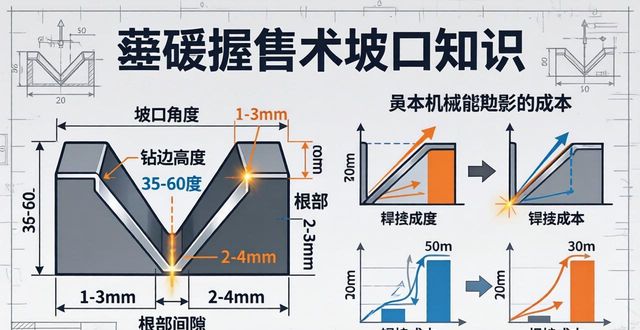
7、说的是坡口角度,其数值为3560,倘若太大,那就会增加加工余量,还会使焊接成本增加,更能导致变形;而论及钝边高度p,当中规定若需要熔透,通常是13mm;所谓根部间隙b,其作用是保证钝边熔透,一般取值为24mm,要是过大,便容易形成虚焊;还有坡口深度H,它是依据需要的焊缝厚度来设定的。(2)提到坡口形式,对接焊缝的焊接边缘能够划分成卷边、平对,或者是加工成V形、X形、K形以及U形等等。是方形对接,无间隙的情况适合板厚小于3mm;有间隙或者带垫板的对接适合厚小于16mm。这个当中加工的经济性是最好的。单面V型,适合于那种板厚在16mm左右的情况,双面V型,适合于板厚在32mm以下的,单面U型,加工难度会增加,不过它要比单V型坡口节省焊接材料,双面U型,也是加工难度增加了,然而却比双V型坡口节省焊接材料,(3)角焊缝的坡口形式主要有以下3种,根据受力。
8、是否需要焊透取决于情况,图a呈现的是不开坡口的焊缝,其加工的经济性是最佳的;对于较厚的板而言,能够采用图b所示的K形坡口,如此去做相较于不开坡口使用大尺寸角焊缝更为经济,并且疲劳强度高;对于要求完全焊透的丁字接头,采用半V形坡口从一面进行焊接,焊后清根焊满,就像图c那样,比采用K形坡口施焊更为可靠。坡口设计有着这样的原则:a.经济性原则:在满足强度要求的前提条件下,择选出合理的接头以及坡口,削减焊材的填充量,提升焊接效率。b.考虑坡口加工,要优先去选择便于进行加工的坡口,像是V形、X形坡口之类的,U形和双U形坡口就不一样了,其加工相对来说是比较困难的。c.要避免发生焊接缺陷,采用不合适的坡口形式极易产生焊接缺陷。比如说,坡口角度过大,这就会致使焊接热输入大,进而让工件发生变形;钝边过高的话,就不能完全熔透,残留下来的钝边也就成了缺陷源。3。
9、.3焊缝大小的设计对接焊缝的有效厚度S如下图示,依据焊缝强度需求设计,同时兼顾经济性,重要焊缝理应采取等强原则,S等于较薄板厚。最小焊脚尺寸与母材厚度相关,最小焊脚尺寸有相应规定,考虑可操作性。三、焊接变形产生的原因,复合板修补时主要存在收缩变形、弯曲变形以及波浪变形。焊接变形产生的原因在于,焊接期间,因局部高温加热致使焊件上温度分布不均衡,最终致使在结构内部产生了焊接应力与变形。焊缝金属冷却之际,当其从液态转变为固态之时,它的体积会收缩。鉴于焊缝金属与母材在紧密关联,所以,焊缝金属没办法自由收缩,这会引来。
10、致使整个焊件出现变形,并且在焊缝当中引发残余应力。(缩边)四、针对焊接变形的控制与矫正1。设计举措设计举措 (1)以合理的方式挑选焊缝)以合理的方式选择焊缝的尺寸以及形状(如同所呈现那般)的尺寸以及形状(如同所呈现那般) 在确保结构具备承载力的在确保结构具备承载力的情形下情形下,尽最大可能采用较小尽最大可能采用较小的焊缝尺寸的焊缝尺寸, 减少热输入所带来对材料性质的影响减少热输入所带来对材料性质的影响, 进而降低成本。进而降低成本。在(2 2)的情况下,合理地去选择焊缝的长度以及数量,只要存在允许的条件,就要更多地采用型材、冲压件,在焊缝多而且又浓密集中的地方,可以采用铸焊联合那样的结构,如此便能够减少焊缝的数量,除此之外,还需适当地进行相关操作。
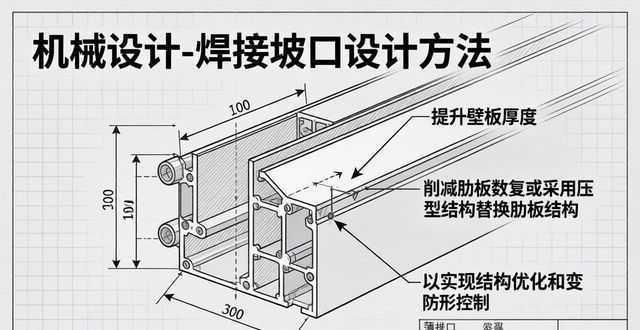
11、并且,恰当提升壁板的厚度,以此来削减肋板的数目,或者运用压型结构去替换肋板结构,这对于防止薄板结构出现变形而言可都是有好处的,都是对防止薄板结构出现变形有利的。(3)要合理地去安排焊缝存在的位置了,需尽可能对焊缝进行安排,使其能够对称于截面中性轴,或者要让焊缝去接近中性轴,这样对于减轻梁柱所产生的挠曲变形会有较好不错的效果。2.工艺方面的措施 (1)反变形法 (好似那般图片哟的啦) (2)留余量法 在进行下料操作时,要把零件实际存在的长度或者宽度尺寸比设计出来的尺寸适当地加大一些,以此来补偿焊件出现的收缩情况嗷。 留余量法主要用于防止焊件的收缩变形。(3)
12、将焊件固定在刚性平台这一刚性固定法,在薄板拼接时会用到。把焊件组合成刚性更大或对称的结构,像T形梁的刚性固定以及反变形,这也是一种刚性固定办法。利用焊接夹具增加结构的刚性和拘束,此为对接拼板时的刚性固定方式。还有选择合理的装配焊接顺序,因为装配焊接顺序对焊接结构变形的影响是很大的。1)1)大型且复杂的焊接结构,一旦条件许可,将其划分成若干个结构简易的部件,分别开展焊接,之后再总装成整体。2)正在进行施焊的焊缝应当尽量靠近结构截面的中性轴。主梁进行装配焊接,主梁进行装配焊接。3)对于焊缝呈非对称布局的结构,在装配焊接的时候应先焊接焊缝少的那一侧。压力机压型上模(的)焊接顺序,压力机压型上模(的)焊接。
13、顺序4)那种焊缝存在对称布置情况的结构,得由偶数个焊工以对称的方式去施焊。圆筒体对接焊缝焊接顺序,圆筒体对接焊缝焊接顺序 5)长焊缝超过1m的焊接过程中,能够采用像下图所展示的方向以及顺序来开展焊接工作,目的是减小其焊后所产生的收缩变形。矫正焊接变形有着好些措施,1. 手工矫正法,2. 机械矫正法,运用机械方法去矫正变形的原理是把缩短的尺寸给拉长,让之与较长的部分彼此相适应,然后恢复到原来的尺寸,或者达成技术条件对于几何尺寸的相关要求。那通过局部加热随后快速冷却以让焊件中伸长部位缩短来达成矫正变形目的的火焰加热矫正法,其原理与机械矫正相反,该法一般使用气焊炬,对于要矫正梁的弯曲变形等焊接变形的情况,火焰加热的方式存在点状加热、线状加热以及三角形加热 ,且不需专门设备。至于机械矫正法会致使金属材料因冷作硬化而变得脆,还会产生附加应力,所以通常适用于变形不大的小型结构件。 机械矫正法矫正梁的弯曲变形 ,这也是矫正焊接变形的措施。火焰加热矫正法 ,火焰矫正的原理与机械矫正相反 ,它是通过局部加热并随之快冷 ,可使焊件伸长的部位缩短从而达到矫正变形的目的。火焰加热的方式有点状加热 ,线状加热 ,和三角形加热。此法一般借助的是气焊炬 ,不需要专门设备。操作简便易行,机动活络,能够于大型繁杂结构之上予以矫正,矫正焊接变形的举措,(2 2)线状加热)线状加热 (1 1)点状加热)点状加热,矫正焊接变形的举措,三角形加热三角形加热,工字梁弯曲变形的火焰矫正工字梁弯曲变形的火焰矫正,火焰加热矫正焊接变形的取决于下述三个要素: (1)加热方式 ,(2)加热位置 ,(3)加热温度以及加热区的面积。










