
有一份名为《钣金件的展开计算.ppt》的文件,它是由会员进行分享的,能够实现在线阅读,并且更多与之相关的、有着35页的名为《钣金件的展开计算.ppt》的内容,是可在知学网上搜索的。

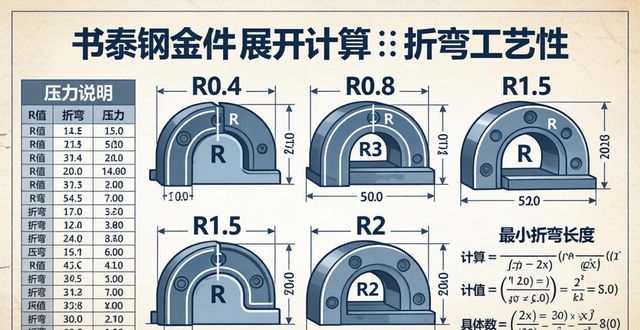
伟泰钣金件的展开计算,伟泰钣金展开需考虑诸多要素,有折弯的工艺性,有折弯刀具的选择,有钣金如何展开,有如何进行展开图的核算,还有展开图的标注,伟泰折弯工艺性考虑,折弯上模R值一般板厚伟泰常选的R值有R0.4、R0.8、R1.5、R2、R3,折弯下模的V宽选择参见压力说明表,最小折弯长度见下页或参照压力说明表,折弯压力的选取参照压力说明表或参照下下页公式,伟泰折弯工艺性考虑最小折弯长度,伟泰折弯工艺性考虑折弯力的计算,0.=r+t F 折弯力,t为板厚,r为折弯圆弧,b为弯曲件宽度,K系数1.3为抗拉强度,伟泰折弯的工艺性考虑,伟泰如何选择折弯刀具 -1,伟泰如何选择折弯刀具 -2,伟泰如何选择折弯刀具 -3,伟泰如何选择折弯刀具 -4,伟泰图形展开方式,展开图通过三维软件进行钣金件建模后展开,常用的3D/展开软件有PROE等等,伟泰主要用其展开,再用AUTO CAD进行手工核算的方式来进行图形的展开,在使用钣金件建模展开时需要导入伟泰的内部折弯系数表,该系数表经过实际折弯验算得出,伟泰展开过程-1,伟泰展开过程-2,伟泰展开过程-3,伟泰展开过程-4,伟泰展开过程-5,伟泰折弯系数表-1,伟泰如何核算折弯展开尺寸-1,注:以上系数主要适用于90折弯,折弯系数一般为板厚的1.6至1.8倍,伟泰如何核算折弯展开尺寸-2,通过上页计算方法得出理论展开长度,通过测量实际图形实际展开长度,如果理论展开长度等于实际展开长度,理论展开长度与实际展开长度的差异除以刀数零件折弯单刀尺寸公差的1/2,展开通过,如果理论展开长度与实际展开长度过大,则需要重新展开或通过CAD调整折弯展开长度确保符合实际展开长度与理论展开长度,伟泰展开实例零件材料厚度CRS2.5,采用R1.5折弯圆弧,经查折弯系数表,确认折弯系数为4.25,理论展开长度=35.39*2+15.2*2+50.8-4.25*4=134.98,实际展开长度=134.99,理论展开长度等于实际展开长度,展开通过,伟泰非90折弯,对于非90的折弯,一般采取经验估算,K因子的方式来计算,以下是一些常见的非90的折弯,有压扁,有非90角折弯,有压阶/筋,有卷圆/圆弧,伟泰非90折弯展开核算-1,伟泰非90折弯展开核算-。
之所以压筋高度主要依靠增减压筋模具的调整片来予以保证,而且操作员各自的经验并非完全一样,所以有时会出现折弯后尽管高度达到了要求,然而整体展开尺寸却过大或者过小的状况,此时要依据实际的偏差来调整平行压筋,WELL – TECH特殊展开系数该怎么进行选取呢?对于折弯系数的选取而言,折弯系数表仅仅提供一个参考数值;最为精确的折弯系数源自现场的实际测算;在一些系数没办法确定的时候,我们能够预先剪一块100 * 100的且和要求材质相同的试板来进行试折,通过测量成型后的试板来测算折弯系数,如此得来的系数也更为有效。WELL – TECH折弯系数表 – 2,WELL – TECH展开图的核算,要核算折弯系数是否契合系数表要求,要核算并调整图纸攻丝、焊接螺母、压铆螺母、成型孔等的预制孔径,预制孔径参照相关技术资料,WELL – TECH常用的预制孔径,焊接螺母底孔,压铆螺母底孔,攻丝预孔,M4 = 6,M2.5 / 3 = 4.2,M2.5 = 2.1,M5 = 6.8,M4 = 5.4,M3 = 2.5,M6 = 7.8,M5 = 6.4,M4 = 3.3,M8 = 10.5,M6 = 8.7,M5 = 4.2,M10 = 12.7,M8 = 10.5,M6 = 5.0,M12 = 14.8,M10 = 14 ,注:以上为常见的粗牙螺纹的预制孔径,特殊的请参见技术手册,WELL – TECH展开图的标注规定,展开图保留折弯线,并标注每段折弯长度,以供折弯人员查阅;当模型 / 展开图与图纸不一样时,主动与相关人员联系,绘制展开图时应参照产品制造流程并考虑折弯以及相关制造工序的工艺性,选择合适的刀具,并选择合适的攻丝、压铆螺母、焊接螺母等预制孔径;展开图需要对图形的主要尺寸进行标注,以便相应工序使用,当遇到孔数较多难以标注时,可采取同孔径用相同字母标示,与其他孔进行区分;特殊孔以及成型等特殊特征(如沉孔、凹凸孔、翻边等)均需特别标明;展开图标注模板标题栏要求正确填写相关信息:材质料厚、耗材重量、折弯半径、折弯系数、图形版本、图纸版本、公差要求、技术要求等;详细参见WELL – TECH展开图例子,WELL – TECH谢谢!WELL – 设置钣金折弯表,打开编辑设置折弯许可折弯表定义自文件随便输入名称,在打开的窗口中点击保存,在这个文件中输入参数,在最下面的许多数据中,第一行为内圆角,第一列为料厚,它们所交差的部分为:在对应的内圆角和料厚下的折弯系数(比如就我这里内圆角为0.25mm,料厚为1mm,那么折弯系数为0.7)。

这些参数在每个公司都是不一样的,编辑完毕之后要记得进行保存,信息栏当中应该会显示它所保存的位置,(PROE5.0存在,并且文件格式是bnd),这应该是软件的起始位置,在快捷方式的属性里面能够看到,把这个文件复制到安装目录文件夹之内,如果那个折弯表不行,那么直接将折弯表下面的数据全部删除掉,其他的都不要去动,应该是有隐号后面的空白处,按照料厚(前)、折弯系数(后)排列成两列,把参数全部输入上去,内圆角是固定不变的,保存之后,就能够使用了,以上全部完成之后画完零件后或者建立钣金第一壁之后,依照以下流程:编辑设置折弯表设置(注意:PROE3.0是,PROE5.0是设置)点击保存的文件,完成之后,退回来就可以了,所画零件的折弯系数就都会按照所设定的参数生成了,双击折弯边就能够看到参数。







![2025年中国钣金加工行业现状、产业链结构及发展全景研判:智能化是行业未来发展趋势[图]-铆焊老刘铆工焊工笔记](https://83ch.com/wp-content/uploads/2026/02/1771729218647_0.png)


