
1.坡口清理
(1) 焊件坡口以及紧邻的内外侧表面,存在着油、漆、锈、毛刺、镀锌层等各类污物,还有有色金属表面的氧化膜,这对焊接质量有着极大的影响。虽然在组对之前已对其展开清理,然而,鉴于焊件组对过程之中,或者组对清理之后的待焊过程里面,坡口表面依旧存在被氧化或者被污染的可能性。
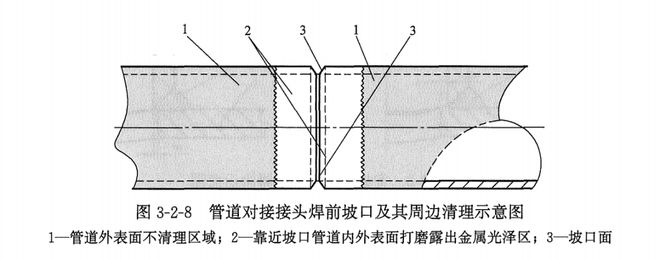
(2)焊件组对前,碳素钢及合金钢焊件,应对坡口内杂质、污物清理干净,范围是不小于20mm,坡口外侧表面杂质、污物也要清理干净,范围同样不小于20mm,还要把毛刺和镀锌层等清理掉,并且不得有裂纹、夹层等缺陷,焊接前也如此这般按要求做在不小于20mm范围内清理,如图3-2-8所示。

2.钢板卷管组对

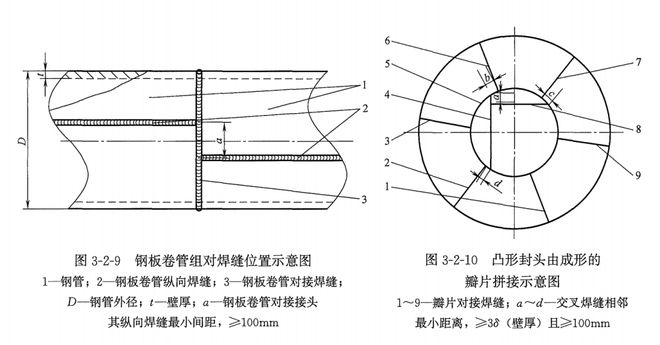
在钢板卷管组对这个操作过程当中,相邻的两节之间,纵向焊缝的间距,应当要大于壁厚的3倍数额取值,并且,不应该小于100mm这个具体数值标准;卷管的纵向焊缝,应当放置在易于进行检修的位置之上,而且,不适合处于底部位置。存在加固环、板的卷管,加固环、板的对接焊缝,应当与管子纵向焊缝相互错开,相互之间错开的间距,不应该小于100mm这个具体数值,加固环、板距离卷管的环焊缝,不应该小于50mm这个具体数值,具体情况如图3-2-9所示。
3.焊缝组对要求
要尽可能进行对称布置,以此来减小变形,与此同时要避免焊缝交叉或者过分集中,举例来说,封头各种不相交的拼接焊缝中心线间距离起码应当是封头钢材厚度的3倍,并且不小于100mm,凸形封头由成形的瓣片和顶圆板拼接制成时,瓣片间的焊缝方向适宜为径向和环向的,就如同图3-2-10所展示的那样。
4.需要考虑焊接热处理的情况
(1)母材金属强度等级较高,产生延迟裂纹倾向较大的合金钢。
(2)处于低温状况下开展工作的压力容器,以及别的焊接而成的结构,尤其是在脆性转变温度以下进行使用的压力容器。

(3)承受交变载荷工作,有疲劳强度要求的构件。
(4)大型压力容器。
(5)有应力腐蚀和焊后要求几何尺寸稳定的焊接结构。
5.焊后热处理应考虑的因素
如钢材的淬硬性,焊件的厚度,结构的刚性,焊接的方法,焊接的环境,以及使用的条件等。
6.热处理工艺规范包括的内容
热处理方法、加热温度、保持时间和升降温速度等。
(1)加热方法:

制造工厂的设备在焊后进行整体热处理时,适宜采用炉内整体加热的办法,也适宜采用炉内分段加热的办法,还适宜采用炉外整体和分段加热等办法;而针对现场设备分段组焊的环缝,以及管道焊缝和焊接返修后的热处理,适宜采用局部加热方法。
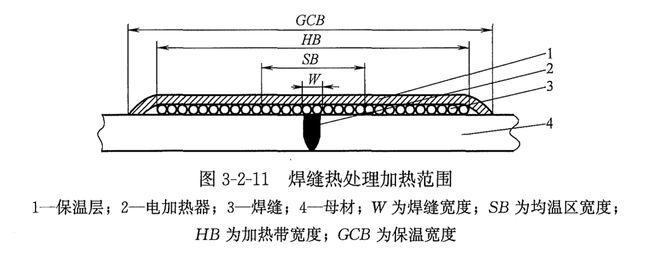
(2)焊缝热处理加热范围如图3-2-11所示。
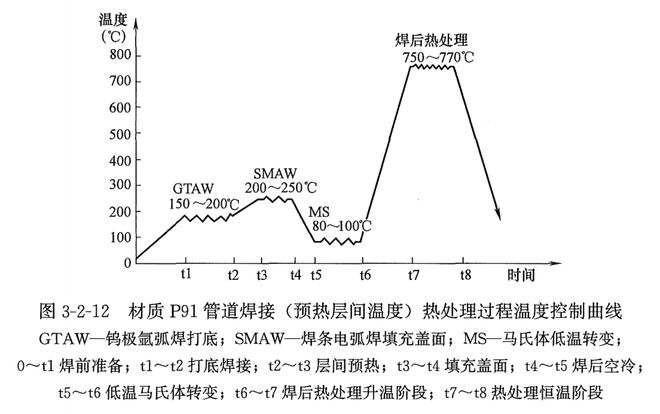
(3)管道焊接热处理过程温度控制曲线如图3-2-12所示。