
焊接坡口设计和接头设计
1.坡口设计
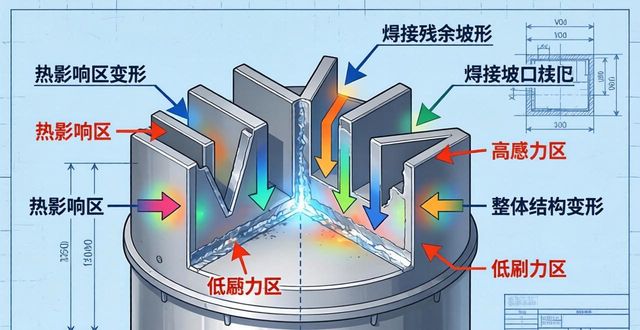
开坡口是为了保证焊透,典型焊接坡口各部分名称如图所示。
应依据图样要求或者工艺条件来选用标准坡口或者自行设计焊接坡口,对坡口形式以及尺寸进行选择时,要考虑下述这些因素:
(1)焊接方法;
(2)母材种类及厚度;
(3)焊缝填充金属尽量少;
(4)避免产生缺陷;

(5)减小焊接残余变形与应力;
(6)有利于焊接防护;
(7)焊工操作方便;
(8)复合钢板的坡口应有利于减小过渡焊缝金属的稀释率。
与别的焊接工艺规范参数相比较而言,焊接坡口跟制造单位的工艺条件以及经验存在着更为紧密亲密的联系,焊接坡口发生变化并不会对焊接接头的力学性能造成影响,各个制造厂差不多都拥有坡口企业标准,不应该强行要求去采用标准坡口或者图样里的坡口,坡口标准有:。
GB/T985 至 2008 年的,名为《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸》的标准。
HG/T 20583 至 2011 这个标准号所对应的,名为《钢制化工容器结构设计规定》的文件。
上述各个标准里所罗列的坡口形式以及尺寸,全部都是具备可行性的,然而却不一定是最为理想的,最为理想的焊接坡口,是依据结构的特点,并且结合制造单位自身的工艺条件而确定下来的。
2.接头设计
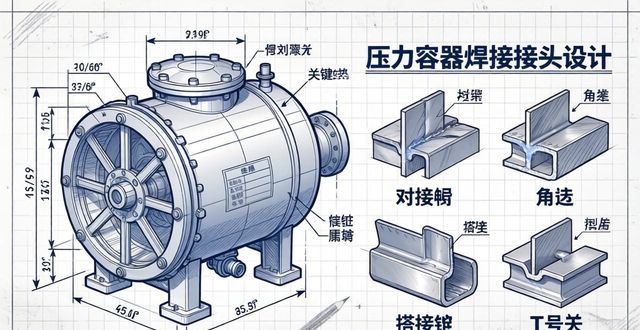
当进行压力容器焊接结构设计之时,为了能够达成合理地挑选焊接接头的类型这一目的,应当全面综合地考量如下这些因素:。
(1)设计要求:保证接头满足使用要求。
(2)焊接操作易于达成,焊接应力较小,变形能够被控制,这体现了焊接过程中,其难易程度与焊接变形呈现出关联,此外,无损检测的难易于此也存在一定联系。
(3)焊接成本:接头准备和施工时费用低,经济性好。
(4)制造施工单位,需具备能完成施工要求的条件,其中包括用以施工的相关技术,以及专业配合的人员,还有满足施工标准的设备。
常用焊接接头设计注意事项:
(1)焊缝可达性方面,要确保焊条能够便利地抵达想要焊接的部位,进而形成焊缝,焊丝也得能够顺利到达该部位形成焊缝,电极同样需要方便地到达那里形成焊缝。
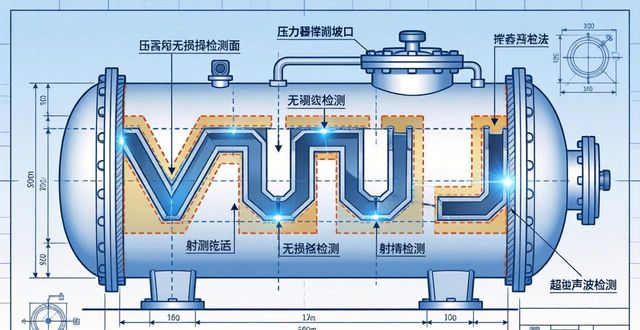
(2)焊接接头能不能被检测,这得看情况:焊缝两边务必要有充足的无损检测面,接头设计出来的几何形状得契合相对应的检测方法。
(3)为了让接头设计满足减小腐蚀的要求,要尽量采用对接焊缝,并且要全焊透,不能留下尖角口、缝隙以及流体死区。
(4)应符合焊接接头系数规定来进行焊接接头设计。像压力容器的焊接接头系数要是为1,那就必须得选择双面焊对接接头,要是采用单面焊,背面得保证全焊透,不能采用焊缝背面加垫板接头型式。接头设计以及选用能够参考GB/T150.3 – 2011里的附录D。










