
(四)管材的坡口与组对
1.管材的坡口
(1) 管材的坡口
管材的坡口有以下几种形式:I型坡口、V型坡口和U型坡口。
1) 将管壁厚度处于3.5mm以下的管口焊接所适用的I型坡口,这种坡口管壁无需进行倒角,实际上是可不加工的坡口,只要管材切口的垂直度能够确保对口间隙要求,便能够对口焊接。

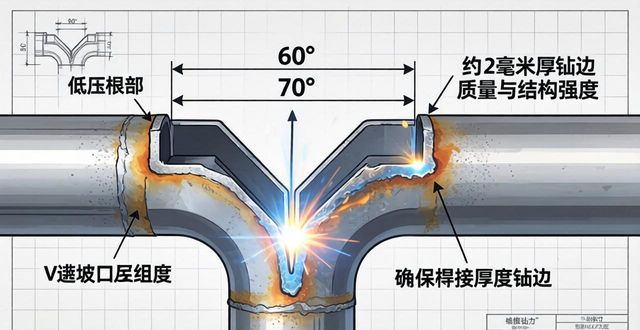
2) V型坡口,它适用于中低压钢管焊接,这种坡口的角度是600~700,坡口根部带有钝边,钝边的厚度大约为2mm。
3) 呈U型的坡口,这种U型坡口适用于进行高压钢管的焊接,其管壁的厚度处于20至60mm之间,坡口的根部存在钝边,钝边的厚度大概是2mm。
(2) 坡口的加工方法
坡口的加工方法一般有以下几种:
1)低压碳素钢管,其公称直径等于或小于50mm的时候,采用手提砂轮磨坡口,此为一种操作方式;当这类钢管直径大于50mm时,使用氧乙炔切割坡口,这是又一种操作方式,之后再用手提砂轮机打掉氧化层,并且还要打磨平整,这是后续的操作相关。
2)用车床加工坡口的有,中压碳素钢管,中低压不锈耐酸钢管,低合金钢管以及各种高压钢管。

3)有色金属管,用手工锉坡口。
2.接头组对
(1) 管子、管件进行组对之际,需检查坡口质量,坡口表面不可以存在裂纹、重皮之类的缺陷,并且要对管子、管件的内外侧予以清理,清理达到合格标准之后应当及时进行组对施焊。
(2) 在进行管口处理时,于焊接之前,要采取手工方式清理坡口处的毛刺,针对管件的坡口,需使用破布将其打光。对于不锈钢管,要在焊缝两侧分别涂抹长度为100mm 的白垩粉,并且要用丙酮把油污洗净。而当铬钼钢管的管壁厚度大于或等于6mm时,在焊接之前是应当进行预热的。对于铜、铝管,要用砂布把坡口内外的氧化膜打去,之后采用丙酮进行清洗,还要通过氧乙炔进行预热。
(3) 管段组对能够于专用的胎具之上予以开展,也能够运用组对机来进行。施工现场常常是在平台或者平地上展开此项操作的。
例题1当中,按照钎焊连接接头的一般分类方式,它的接头形式能够涵盖()。
A.对接接头
B. 搭接接头
C. T形接头
D. 套接接头
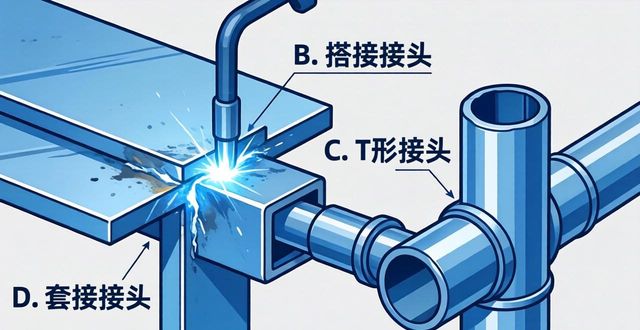
答案:B. 搭接接头 C. T形接头D. 套接接头










