

钣金加工报价参考标准
1.0 目的
获取客户订单,要凭借合理的价格,使公司靠盈利的目的得以支撑持续经营以及实现发展目标。
2.0 范围
2.此标准适用于所有因客户询价而产生的结构件需求产品,这些产品涵盖但不限于:各客户的零件,机箱,机柜等以钣金加工作为主要方式的产品以及零部件。
2.这一基准仅仅是当作一个用来参考报价的标准,要是报给客户的价格比成本价还要低,那么必须经过总经理签字才能够生效。
3.0 定义
采购费用当中有一种叫外购件费,它指的是,公司从供应商那里直接买入的那些产品以及零部件所产生的费用,像机加工件,标准件,非金属件,标签这类东西,计算这个费用时有个情形得留意,要把5% – 15%的代理费用加进去。
表处费是这样一种费用,它是公司或者委托外协厂针对产品或零件部件开展喷粉、喷漆、电镀、氧化等表面处理而产生的,其中在计算面积时,要按照双面核算,且要乘以百分之十至百分之二十的损耗。另起新句。
材料费用方面,是实现产品时必须要购买的板材所需费用,其计算方式是,先在展开尺寸的长宽方向分别加上20,然后再在此基础上加上20%的材料损耗,具体公式为材料费等于(长加上20)乘以(宽加上20)乘以厚乘以1点2乘以比重再除以、再乘以材质单价;对于那些数量大并且可进行定制专用料生产的零件,能够适当对材料损耗予以调整;对于尺寸大于600乘以600的工件,要依据实际的排版情况或者材料的利用状况去计算材料费用。
加工费,是在产品实现进程里,每一道工序所产生的生产方面的费用,像数控加工所产生的费用,激光加工所产生的费用,剪床所涉及的费用,刻字所涉及的费用,钳工所涉及的费用,贴膜所涉及的费用,校平所涉及的费用,冲压所涉及的费用,焊接打磨所产生的费用,折弯所涉及的费用,组装所涉及的费用等等。
附加费用,其中涵盖但不限于模具费,还有菲林网板费,以及工装夹治具费,另外包括特殊检测费等。这些费用在报价时需要单独列出来,要由业务和客户进行协商,将相关费用分摊到产品当中,或者由客户单独予以提供。
零件损耗是指,在产品进行加工的这个过程当中,所产生的那种没办法避免的产品报废,它相对于整批产品而言的百分比,通常情况下是3% – 5%,并且是要依据加工工艺的难度情况来确定的。
那笔包装运输费,是产品在往客户那儿运转送达过程里,所产生的包装方面费用以及运输费用,并且是由市场部依据客户实际需求来决定的。
交税之后的单价,是由材料费加上加工费,再加上表处费,加上外购件费之后,乘以损耗,加上包装运输费,加上管理费,加上利润所构成的。要注意哟,批量含税价通常指的是不包含模具费等附加费用的价格呢,如果有需要模具费等附加费用的情况,那就要求在备注栏当中注明批量模具价格以及分摊数量。
4.0 市场参考价格计算公式
用于计算产品含税单价的式子如下,其中,(材料费加上、加工费加上、表面处理费加上、外构件费)乘以损耗,再加上包装运输费,再加上工程费,最后加上利润。
一,通常状况下,咱们向客户给出产品报价时,是以不低于成本费用的1.3倍来进行的,这里指的是加工费与表面处理费二者叠加起来的1.3倍。二,那个系数,能够依据客户多方面的因素,像是数量、加工难度等等,去加以调整。三,而最终得出来的价格,是绝对不可以低于成本价格。
首先,在进行定价之前,要充分地去理解客户所拥有的产品,以及客户所具备的需求,在必要的情况之下,可以从竞争对手当中去掌握一部分有关客户的资料。由此,依据这些来进行标准定价。原则方面,上报给客户的价格,其客户调价额度是不能够高于产品报价的10%的。当高于这个额度的时候,是需要征得总经理批准的。
公司所拥有的具备竞争优势的产品,于进行报价这般行为的时候,务必要尽可能多地去尽力获取利润,在价格这个方面,我们绝对不可以轻易地做出让步。

5.0 各工序加工成本费用(含17%的税率) 仅供参考!
5.1 激光下料价格(600元/小时)
注 :
a:铝板激光下料的加工费按不锈钢板的1.2倍计 算;
b:圆孔直径小于10倍板厚时,只算穿孔费;
c:当圆孔的直径是大于或者等于板厚的10倍的情况时,是不算穿孔费用的,不过却是要按照周长进行计算的;激光下料机选择公式:
与周长(此周长涵盖外形周长以及内侧大孔周长)相乘的每米单价,再加上孔数与穿孔费相乘的结果,即为激光下料费用。
5.2数控冲床加工费用计算:
5.2.1村田数控冲床的加工费用,平均每小时二百四十元,是按照加工件的周长总数来进行计算依据的。其中,外形切边加工费是每毫米零点零零二二元,每一个孔的加工费用是每孔零点零三元,网孔的加工费为每孔零点零一五元。这里周长大于孔位时按外切形计算,而异形孔则是按实际拼刀次数来计算。
5.其适用的加工板厚范围是,对于碳钢、铝板以及铜板而言,厚度处于0.5至2.5之间,对于不锈钢板来说,厚度是处于0.5至1.2之间。
5.2.3,所有不锈钢薄板,以及厚度是2.5的碳钢薄板、铝板薄板、铜板薄板,于数控环境下开展加工操作的时候,都要去乘以1.5倍的系数。
5.2.4,这般价格涵盖了取毛刺的费用,然而取锐边倒钝的话,需要额外依照打磨费用去增加。
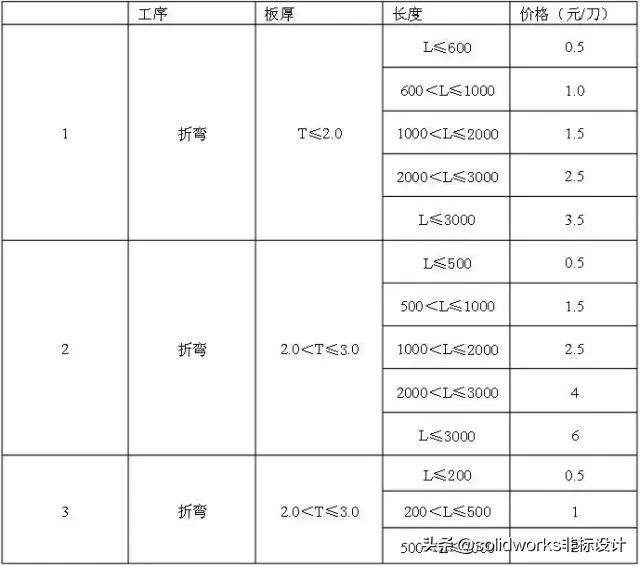
5.3 折床费用:
吨位在100T及100T以下的折床,其计算方式是按照每小时100元来进行计算,而对于吨位超过100T的折床,则是按照每小时150元来计算。
注:
a. 所有需垫膜折弯的产品,需在此基础上乘以1.2倍的参数;
b. 8mm的碳钢板折弯费用,按6mm的1.5倍计算;
c. 单一个零件的重量,要是处于大于30千克且小于50千克这样子的范围时,那是需要去乘以1.2倍的系数的;一旦处于大于50千克而且小于80千克的范畴内,那就得乘以1.5倍的系数;而当大于80千克之际,是需要乘以2倍的那个系数的。
d. 同一个零件中折边有长边和短边时,折弯费用全部按长边算。
5.4 钳工费用按25元/小时计算
5.4.1钳工攻牙费用:

注:
当工件单面的面积,大于零点二五平方米,并且小于一平方米的时候,每一个孔的加工费用,都得乘以一点五倍的系数。
当单个工件的单面面积超过1平方米的时候,每一个孔的加工费用都要乘以2倍的系数。
c:超出上表范围内的攻牙和沉孔费用,需按实际情况收取。
d:摇臂钻加工费用按35元/小时计算。
5.5 普冲费用计价标准:
5.5.1 60吨以下冲床按每冲0.1元计算;
5.5.2 60-100吨冲床按每冲0.2元计算;
5.5.3 100吨以上冲床按每冲0.4元计算。
5.6 焊接费用计算:
5.6.1 碰焊按45元/小时
5.6.2 氩弧焊按60元/小时
5.6.3 二氧化碳焊45元/小时
焊接费用之中涵盖着打磨费,关于焊接报价应依据工件大小,工件复杂程度,工件外观要求,以及是否能够使用机器人焊机这类因素来展开综合式报价,它可以在实际加工时间之上乘以一定难度系数从而进行定价。

5.7 校平机费用按120元/每小时计算;
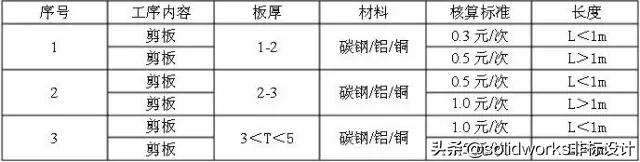
5.8 数控剪床费用按60元/每小时计算;
5.9 喷粉费用:
5.9.1 户内粉喷涂费用按25元/平米计算;
5.9.2 户外粉按40元/平米计算;
5.9.3 小件喷涂不少于0.5元/件;
5.对于需要防止烘烤的零件,或者螺纹数量较多的零件,要在原本的基础之上,增加百分之十到百分之二十的防烤费用;对于表面外观质量有着较高要求的产品,要适当地乘上二到三倍的系数;对于体积大于六百乘以六百乘以六百,或者重量大于六十千克的零件,要依据实际加工难度的情况,加上百分之二十到百分之二百的难度系数。
5.9.5 铜酸洗:4元/KG
5.9.6 铬酸盐:40元/平米
5.10 丝印费用计算:
倘若未超出A4纸大小范围的,按照1.2 每次来进行计算,假设超过了A4纸大小的,则依据2.5每次予以计算,针对同一零件当中多种颜色的丝印情况,需要乘以20%至50%的难度系数,表示。
5.11 组装和包装费用按25元/小时计算。
5.12 刻字费用按30元/小时计算。
6.0 包装材料费用:
纸箱包装按材料费的8%收取;
木箱包装按实际木箱费用收取;
7.0 运输费用由市场部按实际情况收取
8.0利润:
实由工程部根据实际情况收取。







![2025年中国钣金加工行业现状、产业链结构及发展全景研判:智能化是行业未来发展趋势[图]-铆焊老刘铆工焊工笔记](https://83ch.com/wp-content/uploads/2026/02/1771729218647_0.png)

