
01小径管对接焊流程
开坡口与装配技巧
将试件材料选用为20无缝钢管,其规格是60mm x 4mm,坡口设计成为60°V形,要确保实现单面焊双面成形。在试件的装配进程当中,需要认真仔细地修磨钝边,并且清理坡口。准备好E4303或者E5015焊条,直径可以选择2.5mm或者3.2mm。为后续的焊接做好相应准备,仔细地开展试件装配:
要把钝边修磨到 1 毫米至 1.5 毫米的范围,得保证边缘是平滑的不存在毛刺,与此同时把错边量控制在 0.5 毫米以内。
(2) 运用角向磨光机,使用锉刀,借助砂布,还有钢丝刷这类工具,对坡口正、反两面,各20mm范围区域内的油污,以及水分,包括氧化物,加上毛刺,还有铁锈等杂质,进行一清到底的清理,一直到金属光泽显露出来。
把清理好的试件,进行对齐找正操作,预留三到四毫米间隙,接着采用正式焊接工艺以及焊接材料,在试件坡口里边的斜平位置开展定位焊,定位焊点要处理成斜坡形状,并且伴有适当的反变形,组装完成之后,经过检查合格以后,把管子依照焊位以及合适的高度固定在操作架上等待焊接。
接下来,我们探讨小直径管对接水平固定打底层的焊接技术。
![图片[1]-小径管对接焊技术详解:开坡口到盖面层的全攻略-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771732219886_0.webp)
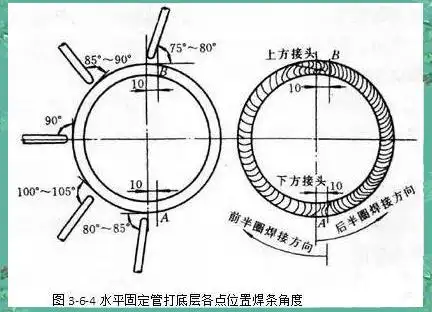
打底层的焊接技术
![图片[2]-小径管对接焊技术详解:开坡口到盖面层的全攻略-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771732219886_1.png)
面对引弧以及连弧焊操作进程,鉴于碱性质焊条的熔渣跟保护气体数量不多,极易致使焊缝那儿出现密集气孔,运用划擦法引弧,于始焊地方时钟6点位置往前10mm处引弧之后,进而把电弧拉到始焊地方进行预热,要保证坡口根部呈现“出汗”这种状况,到这个时候就算完成引弧啦。而断弧焊引弧却是在时钟6 – 5点位置进行的,不然就会引发仰焊位置的弧坑裂纹以及气孔现象。
在焊接过程中的焊条角度控制尤为重要:
在起焊点处,也就是时钟5 – 6点的那个位置,焊条跟焊接方向管切线所形成的夹角,需要控制在80 – 85°的范围之内。
在处于时钟7点至8点的那个位置时,会因为这个地方恰是仰焊爬坡焊的状况,所以焊条跟焊接方向管切线之间的夹角要被调整成为100度至105度。
3) 抵达立焊的位置,也就是时钟显示9点钟的那个位置,此时焊条与焊接方向管切线的夹角应当维持在90度。
4) 当处于立位爬坡焊的位置,也就是时钟显示10 – 11点的那个位置去进行焊接的时候,夹角的范围需要调整成为85 – 90°。
5) 当处于平焊位置,也就是时钟12点位置时进行焊接 ,此时夹角要被控制在75 – 80°。
![图片[3]-小径管对接焊技术详解:开坡口到盖面层的全攻略-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771732219886_2.webp)
盖面层的焊接技术
![图片[4]-小径管对接焊技术详解:开坡口到盖面层的全攻略-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771732219886_3.png)
焊接小直径管对接的水平固定盖面层,要关注焊条角度,要留意焊接速度,要把控好温度的合理范围。要采用恰当的运条方法,以求确保熔渣被彻底清理。尤其要清理打底层焊缝的熔渣,要清理坡口两侧母材夹角处的熔渣,借此保证焊缝的质量。在运条技巧方面,要运用月牙形运条法施焊,要运用横向锯齿形运条法施焊,还要始终维持短弧状态。
处在盖面层焊接这个阶段时,鉴于根部打底层的焊缝已然完成,这时主要的技术挑战在于,要保证盖面层焊缝的成形质量,并且要防止咬边现象出现。焊条跟管子焊接方向切线所形成的夹角需稍微大于打底层焊接时的夹角,大概增加5°左右。具体来讲:
在仰焊的那处位置,这位置如同相当于是时钟的6到7点的那个位置,焊条跟焊接方向管切线所形成的夹角,应当被控制在85°到90°的这个范围之间。
2) 当处于仰位进行爬坡焊的时候,其位置处于时钟7到8点的那个位置,夹角的范围被调整成为从105°开始一直到110°之间。
3) 立焊位置,即9点钟方向,夹角设定为95°。
4) 立着进行爬坡焊接,处于十点到十一点的位置,夹角变动成九十度直至九十五度。
5) 平焊时,位于12点钟位置,夹角控制在75°至80°。
![图片[5]-小径管对接焊技术详解:开坡口到盖面层的全攻略-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771732219886_4.webp)
操作步骤与注意事项
![图片[6]-小径管对接焊技术详解:开坡口到盖面层的全攻略-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771732219886_5.png)
于遵循不同位置之际的夹角控制原那么之处时,尚需留意以下几点,借以使焊接操作能够顺利开展下去,为:
确保焊条跟焊接方向管切线间的夹角始终维持稳定,防止因角度过大或者过小而致使焊接质量出现问题。
2) 当开展仰位爬坡焊的时候,留意去调整夹角的范围,以此来保证焊接的过程能够顺利流畅。
3) 立焊位置进行操作时,要对夹角予以细心控制,从而能获得理想的焊接效果。
4) 处于立位进行爬坡焊的时候,要及时去调整夹角的范围,从而能够适应不同的焊接需求。
5) 平焊位置进行操作时,相对而言是比较简单的,然而,依旧需要留意夹角方面的细微变化,以此来保证焊接质量。
如果您遵循这些步骤,并且注意这些事项,那么您将会能够更加顺利地完成各种位置的焊接操作。操作步骤具体有,要知晓图样要求,清理坡口把钝边修锉。依据装配需求来组装试件,先定位焊然后稳固在焊接支架上。于管子仰焊位引弧开始焊接,按逆时针方向 焊接右半圈,采用断弧法到达平焊位处施焊完毕。清理掉焊渣,修磨仰、平焊的接头保持缓坡状。转变焊接位置,接着焊接左半圈。在仰焊位缓坡状处起始或者用电弧切割成缓坡状模样。再度清理焊渣和飞溅物,实施盖面层的熔接操作。最终清理管件内、外焊缝的焊渣与飞溅物,并且细致检查正、反两面的焊缝状况。










