
焊接工艺中U型、X型、V型坡口的区别总结
下面根据不同的接头形式分别介绍坡口形式
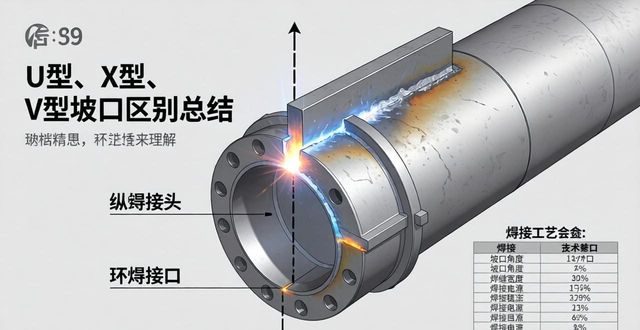
(1)对接接头:
图1 对接接头的坡口形式

对接接头,在各类焊接结构里,是被采用得最多的,同时也是最为完善的一种接头形式,比如说,锅炉锅筒的纵焊缝是对接接头,其环焊缝同样也是对接接头。
通常情形下,当手工电弧焊对6毫米以下的焊件进行焊接,以及自动焊对14毫米的焊件开展焊接时,会采用V形坡口,V形坡口的加工相对便利,然而焊接完成后工件较容易出现变形。
钢板厚度处在12至60毫米这个范围时,能够采用X形坡口, X形坡口相较于V形坡口更具优势,在相同厚度的情况下,它能够使熔敷金属量减少大约二分之一,除此之外,因为焊缝是对称的,所以焊件的变形很小,它主要被应用于大厚度以及对变形要求较小的结构当中。
焊着金属量更少的是U形及双U形坡口,其焊接变形也少,不过这种坡口加工较为复杂,一般只在较重要的、板厚较大的结构中采用,像电站锅炉锅筒用电弧焊焊接的环缝常采用这种形式。在工业锅炉制造中,因受加工条件限制,一般采用V形坡口和不对称的X形坡口,对于小直径锅筒筒体,内侧不便用自动焊施焊时,常采用V形坡口。
(2)T形接头:
![图片[2]-焊接工艺中U型、X型、V型坡口的区别总结-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/05/1779624974924_1.jpg)
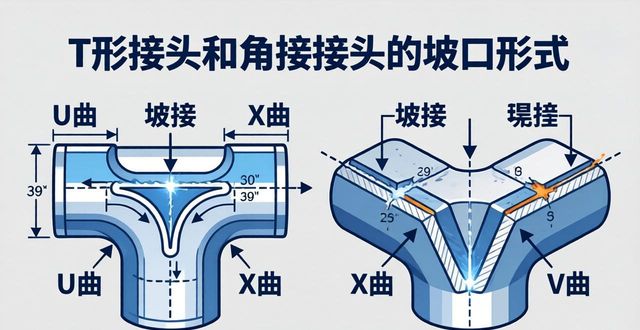
图2 T形接头和角接接头的坡口形式
板厚处于30mm以下的情形时,能够不开坡口,要是接头需要承受载荷,那么就应依据钢板厚度以及对结构强度的要求,能够分别选用单边V形、K形或者双U形等坡口的形式,以此保证焊透,对于工作压力≥9.8MPa的锅炉来说,其锅筒或者集箱与管子进行角焊缝连接时,无论厚度怎样都必定要在管端或者锅筒、集箱上开坡口。
(3)小型锅炉里锅筒跟封头连接是角接接头形式。焊件厚度及坡口准备不同时,角接接头能分成不开坡口、单边V形、V形以及K形这4种形式,(见图2)。 (4)是搭接接头。
![图片[4]-焊接工艺中U型、X型、V型坡口的区别总结-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/05/1779624974924_3.jpg)
图3 搭接接头示意
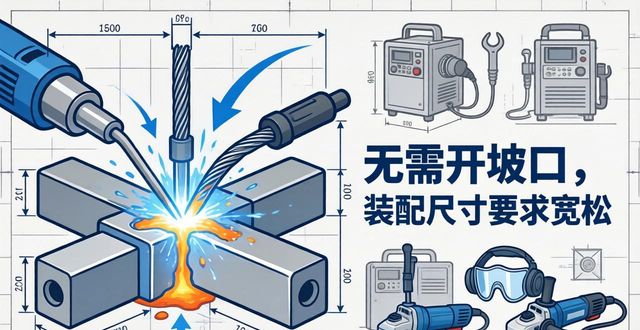
搭接接头有着益处,那便是无需进行开坡口,与此同时对应接头装配的时候尺寸方面的要求并非严格。
综上所述,选取合理的焊接接头坡口形式,可提高焊接速度,能改善焊接条件,能减轻劳动强度,易保证焊接质量,在压力容器制造工艺中应予以足够重视。










