
首先,焊缝余高,英文名称是weld metal;它是焊接工艺里形成的金属凸起部分,其作用具备双重属性。其一,通过保温,以及缓冷作用,能促使焊缝晶粒细化,还能减少焊接应力,并且收集气孔等焊接缺陷;其二,过高的余高会让焊趾处几何发生突变,进而引发应力集中,还有疲劳裂纹扩展,有试验表明,有余高的设备疲劳寿命比经过打磨处理的设备缩短2.0至2.5倍。中国国家标准GB150,对余高的允许范围作出明确规定,要求钢筋电弧焊焊缝余高应平缓过渡,JGJ18 – 2012《钢筋焊接及验收规程》规定,搭接焊余高需满足主筋直径0.3倍厚度要求。国外规范更强调通过打磨以提升防腐性能,对于重要设备建议削平余高至母材平齐,靠此提高接头强度。
一、焊缝余高定义与作用
焊缝余高,指的是焊缝表面高于母材表面的那部分高度,其有具体的定义,也就是焊缝表面处于两焊趾连线上的金属高度。余高具备双重作用。
具有积极作用,于焊接进程里头作保温以及缓冷之用,推动焊缝晶粒趋向细化,削减焊接应力,与此同时能够收纳气孔等焊接过程中出现的缺陷,对于多层焊接而言,后焊的焊道针对前一焊道发挥保温、缓冷以及回火的功效,余高等同于给最外层焊道给予了保护。
负面的影响在于,过高的余高会致使焊趾处出现几何上的突变情况,进而引发应力集中现象,并带动疲劳裂纹扩展。经过试验显示,存在余高的设备,与经过打磨处理的设备相比,其疲劳寿命缩短了2.0至2.5倍。并且,余高区域有着明显的焊接残余应力梯度,此梯度下的峰值应力能够达到材料屈服强度的1.2倍。
焊缝余高的存在,会对焊接结构产生影响,这种影响主要表现在,以下一些方面,像某些特定方面,一定的方面,几个不同的方面。
1.让焊缝有效截面积变小,焊缝余高致使焊缝的有效截面积缩减,进而使得焊接接头的强度下降,在承受交变载荷之时,接头的疲劳强度会显著降低。
使得美观度受影响,在那些对外观有着较高要求的产品当中,焊缝余高会对产品的美观度造成严重影响,进而降低产品的质量并削弱其市场竞争力。
应力集中,焊缝余高的存在致使应力集中现象出现,尤其是在焊趾这个部位,极大地提升了裂纹产生的可能性。
4. 出现液体泄漏的情况:针对那些对密封性有着较高要求的焊接结构而言,焊缝余高这种状况有可能致使液体泄露,进而对结构的安全性造成不良影响,同时也会影响其可靠性。
在一些特定的腐蚀环境里头,焊缝之余高,它有可能变成那个腐蚀的焦点区域,这会致使焊接而成的结构,其腐蚀速度加快。
二、焊缝余高标准要求1.通用标准要求
GB150标准规定:
单面焊≤3mm,
双面焊或带垫板≤3mm(侧)和≤1.5mm(侧),
厚度>30mm时≤5mm。
GB/T 19418(ISO 5817)标准:
平焊位置焊缝余高允许值为0~3mm;
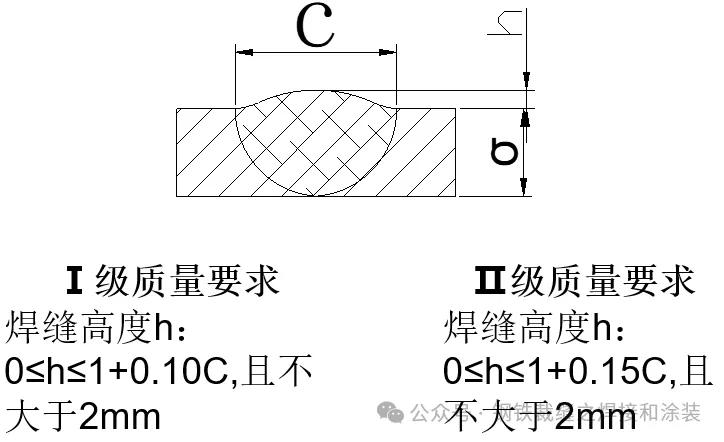
B级焊缝之余高是小于1加上0.1乘以该焊缝厚度t,不过最大的上限不会超过5mm,然而C级焊缝之余高则是小于1加上0.15乘以该焊缝厚度t的值,并且最大上限不会超过7mm。
将承受动载荷的焊接接头,也就是像桥梁类、机械部件类这样的结构,称为动载荷结构,对于此类结构的焊缝余高值,应当趋向于零值,甚至是要求打磨得平滑而光润。
不同焊接方法要求
![图片[1]-不同标准焊缝余高要求及控制-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771757609611_0.jpg)
![图片[2]-不同标准焊缝余高要求及控制-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771757609611_1.png)
三、焊缝余高控制方法1.工艺参数控制
焊接线能量调整:
检查内部与外部焊缝的重合量,其中,1.3毫米至3.0毫米的范围是合适的,要是超过3.0毫米,那就表明线能量过大,是这样的情况。
当焊接电流增大之际,余高会随之增加,当电弧电压增大之时,余高反而会减小,当焊速获提高之时,余高同样会减小。
实施多道焊,减小每层线能量,让焊缝形状系数处于1.3至2.0的范围之中。
核查焊接线能量是不是适配妥当,最通常的惯常举措居然是借助焊接接头位置的呈现的酸蚀样式加以校验查看,其一呢所要探寻了解的方面会是内部以及外部焊缝重叠度量度的水准究竟如何,再者乃是针对焊道连接处中间位置宽窄程度的查验考量。
线能量要是大,并非仅仅熔深会大,并且那种焊缝余高同样会大,要是不开坡口或者U形槽,焊缝余高会更大。之所以如此,是由于焊接线能量越大,单位时间里熔化的焊丝必定会增加。
焊丝选择
采用较细的焊丝(如Ф3.2mm比Ф4mm熔深大20%)。
壁厚>14.3mm时可采用Ф4mm焊丝以保证电弧稳定。
焊头位置调整:
螺旋焊,要对内外焊头位置予以调整,以此来减少 “马鞍形” 的内焊缝,以及 “鱼脊背形” 的外焊缝。
焊枪保持适当角度(通常45°达到最大熔深)。
特殊控制技术
薄板对接平焊时,焊条要保持直线移动,不能做横向摆动,还要配合稳定的焊接速度,比如使用φ4.0焊条时电流为160 – 180A。
高强度钢板焊接:采用多道焊,降低每层线能量。
处理焊后情况时,针对那些关键重要的设备,或者是承受动态载荷的结构,给出的建议是,通过打磨的操作,将多余的高度去除掉,以此让焊缝能够和母材处于平齐的状态。
四、影响焊缝余高的关键因素1.焊接参数因素2.其他影响因素
材料因素:材质、钢材厚度;
焊接方法:手工焊、自动焊、埋弧焊等差异;
坡口形式:坡口形式、尺寸、间隙大小;
接头位置:平焊、立焊等不同位置影响余高形成。
![图片[3]-不同标准焊缝余高要求及控制-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771757609611_2.png)
五、不同行业的特殊要求压力容器
余高一般不超过3mm;
疲劳设备要求打磨去除余高;
单面焊双面成型时,背面焊缝余高不大于3mm。
桥梁钢结构
对于通用桥式起重机的主梁而言,其焊缝剩余的高度,是不可以超过3毫米的,而那些重要的结构,焊缝余高应当小于2毫米,或者将其削平。
动载结构余高越小越好,最佳趋近于零。
建筑钢结构
钢筋电弧焊焊缝余高控制在2-4mm,
对接焊缝余高≤3mm,角焊缝焊脚尺寸偏差0~3mm。
![图片[4]-不同标准焊缝余高要求及控制-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771757609611_3.jpg)
六、焊缝余高检测方法
想要保证焊接质量,就得针对焊缝余高开展检测。常用的检测焊缝余高的方法包含:
通过观察焊缝表面的颜色,质地与大小等特征,可初步判断焊缝余高如何存在及其大小,这是目视检测,它乃是最常用的焊缝余高检测方法之一,不过目视检测需要一定的经验与技术水平。
2.接触检测:接触检测是这么回事,就是借助触摸焊缝表面,去感受它的平滑程度以及凸起状况,进而据此判断焊缝余高究竟有多大。不过呢,这种方式是需要具备一定经验以及手感的。
进行仪器检测时,仪器检测涵盖了一些专用测量仪器,像激光测距仪、超声波测厚仪之类的,这些仪器能够精准地测量出焊缝余高具备的高度以及大小,不过采用这种方法是需要必备一定的设备同时还要拥有相应经验的。
针对焊接结构,有一种检测方法,它在不破坏焊接结构的情形下开展检测行径,像射线探伤以及超声波探伤等,此方法能够检测出焊缝余高的存在状况以及大小,同时一样能够检测出其他潜在的缺陷,而该方法需要一定的设备以及经验。
焊缝余高的存在会对超声波探伤产生影响,这一点有助于我们去选择合适的探头,还能让我们掌握区分非缺陷波的方法,进而提高缺陷定位的准确性。实际工作里,对于那些要求比较高的焊缝,依据实际需要,也能够将余高磨平,然后直接在焊缝上展开检测。
常用检测工具
焊接检验尺:专用于测量焊缝余高、宽度等参数;
余高量规:一个脚置于母材,另一个脚接触余高顶部直接读数。
![图片[5]-不同标准焊缝余高要求及控制-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771757609611_4.jpg)
![图片[6]-不同标准焊缝余高要求及控制-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771757609611_5.png)
检测技术分类七、工程实践建议
重要结构部位的处理:针对于那种承受动载荷的结构,或者是承受疲劳应力的结构,像桥梁、压力容器这类,建议采用打磨的方式,把余高给去除掉。
工艺验证:通过焊接工艺评定确定最佳参数组合。
八、焊缝余高质量控制
构建焊缝余高进程控制点,运用多层多道焊之际掌控层间温度,启用高精度送丝系统跟焊缝跟踪系统。
为了控制焊缝余高的产生,具体可以采取以下措施:
1. 对焊接工艺予以优化:依据实际情形挑选恰当的焊接电流、电弧电压以及焊接速度等参数,目的在于减小焊缝余高的出现。与此同时,留意维持稳定的焊接速度以及焊条摆动幅度,以此保持熔池金属的流动稳定性。
2.操作技巧要求,操作人员得经过严苛培训,从而掌握正确操作技巧,这样防范会因操作不当致使焊缝余高出现。比如说,要留意保持稳定起弧动作、收弧动作,防止在焊缝起始之处产生过高小段凸起以及在焊缝结束之处产生过高小段凸起。
3.预热与层间温度控制:针对某些像高碳钢这类的材料,实施预热以及层间温度控制,能够降低材料于焊接进程里的应力应变,进而减少焊缝余高的形成。
首先,要进行合理的焊接材料选择,选择那种恰当的焊接材料,能够减小熔池金属的收缩率,进而减小焊缝余高的产生。
5.刚性固定:针对某些容易出现焊缝余高的部位,能够运用刚性固定方式,像夹具、支撑等之类的,以此来约束金属的移动,进而把控焊缝余高的形成。
九、焊缝余高的修复
对于已经形成的焊缝余高,可以根据实际情况采取以下修复方法:
1. 打磨修复:针对某些尺寸较小,并且凸起程度不太严重的焊缝余高,能够运用砂轮、砂纸等工具来开展打磨修复工作。此方法简便容易操作,然而需要留意,不要过度实施打磨致使母材遭受损伤。
在进行补焊修复时,针对一些较大且凸起严重的焊缝余高,可采用补焊方法来修复它。第一步,需把凸起部分清理得干干净净,之后再重新开展焊接工作。补焊期间,要留意挑选合适的填充材料以及焊接工艺参数,以此确保修复质量。
十、焊缝余高控制人员培训
规范焊工操作技术,特别是特殊位置焊接技巧。
十一、焊缝余高控制小结
若综合运用上述控制方法以及标准要求,能够切实保证焊缝质量,防止因余高不恰当致使应力集中、疲劳寿命降低等各类问题出现。焊接结构的疲劳强度极显著取决于构件应力集中状况。要是焊接构件存在应力集中,于承受循环载荷情形下,焊接结构通常会出现极为严重的断裂破坏。焊缝几何尺寸以及焊接进程中产生的各种缺陷乃是产生应力集中的主要缘由。
焊接缺陷,对于光滑焊件而言,是影响疲劳程度的关键缘由,余高的高度,对于有余高焊件来讲,是影响疲劳强度的主要因素,实际应变的测量显示,焊趾部位是应力集中的区域,有限元计算也表明,应力集中的强度与余高之间存在线性关系。
一项措施是,对焊缝余高提出要求,还要给出处理办法,这是确保焊接质量的重要之一,通过合理控制焊接参数,优化焊接工艺,控制焊接速度,选择合适的焊接材料,并且定期检测和修正焊缝余高,能够有效地减小焊缝余高,确保焊接件的使用性能和安全性。










