
角焊缝是钢结构焊接里极为常见的焊缝拼接样式,所以众多焊工都会碰到各式各样的它,同时它还存在不同标准,那么怎样才能够将角焊缝出色地焊好,并且获得符合要求的角焊缝呢?今日小编要给大伙做个简要介绍:
母材的选择
接下来,我们把母材材料当作Q345,以尺寸为特定规格的试板当作例子,来开展一番简单的介绍。
焊材的选择
作为焊材材料,选用的是E5015(J507)焊条,其烘干温度处于350到400℃这个范围,需保温2小时,焊丝采用的是符合国标ER50-6(美标ER70S-6)的。
对于角焊缝而言,需要将焊缝两侧15至20毫米范围内清理得干干净净,要依靠砂轮修磨或者化学处理这种方式,把板材表面的氧化膜去掉,把铁锈予以去除,把油和水等也都清除掉。
装配点固
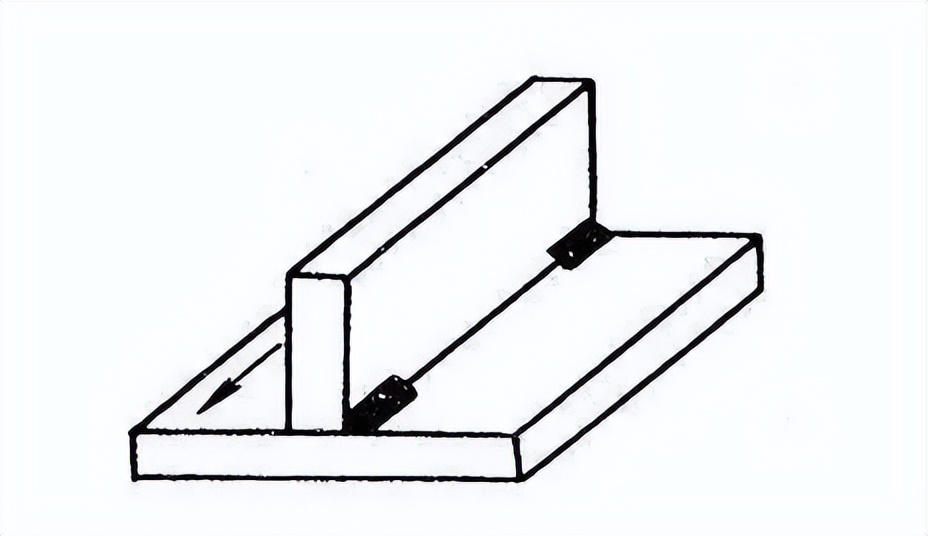
角焊缝通常要求焊缝间隙尽可能小,点固一般是在板材背面开展,点固长度大概在10mm左右,一般点固两至三点就行,就像图中所展示的那样:
![图片[1]-焊接工艺——角焊缝-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771766269929_0.jpg)
焊接参数
![图片[2]-焊接工艺——角焊缝-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771766269929_1.jpg)
焊接操作
打底焊
1.1 焊条角度和运条方法
![图片[3]-焊接工艺——角焊缝-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771766269929_2.png)
根部平角焊时,焊条角度按图所示,采用右焊法,于试板左侧引弧,进行短弧焊,以直线运条方式向右焊接,电弧要对着根部顶角,压低电弧,确保顶角与两侧板熔合,打底焊摆动方法用直线运条,不摆动且快速焊接,如此便能达到所需熔深。
![图片[4]-焊接工艺——角焊缝-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771766269929_3.jpg)
对于焊缝的始焊端那儿,以及终焊端那儿,是比较容易出现磁偏吹这种现象的,而这会对焊缝的质量造成影响,在这个时候,就需要去适当调整焊条的角度,通常是把电弧指向熔池以此来控制磁偏吹。如图。
![图片[5]-焊接工艺——角焊缝-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771766269929_4.jpg)
1.2 焊道接头
焊接时,接头要在弧坑处往前10mm的位置引弧,引弧后拉长电弧,快速移动到弧坑处,沿弧坑形状填满弧坑,之后正常焊接便可。
![图片[6]-焊接工艺——角焊缝-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771766269929_5.jpg)
盖面焊
盖面焊接前,清除根部焊道焊渣和飞溅以防止产生夹渣缺陷。
![图片[7]-焊接工艺——角焊缝-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771766269929_6.png)
焊盖面要焊两道,先焊下面那一道焊道,之后再焊上面的那一道焊道。在对下面焊道进行焊接时,电弧得对准根部焊道的下沿之处,以直线方式进行运条,焊条所呈现的角度要大于45°;而在对上面焊道予以焊接之时,电弧要对准根部焊道的上沿,既能够作直线运条也能够进行横向摆动,其焊条角度要小于45°,就如同图中所展示的那样:
![图片[8]-焊接工艺——角焊缝-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771766269929_7.jpg)
![图片[9]-焊接工艺——角焊缝-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771766269929_8.jpg)
每一层压道示意
焊角尺寸的表示
![图片[10]-焊接工艺——角焊缝-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771766269929_9.jpg)
凸焊角焊缝
![图片[11]-焊接工艺——角焊缝-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771766269929_10.jpg)
凹焊角焊缝
![图片[12]-焊接工艺——角焊缝-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771766269929_11.png)
所谓理论焊喉,是指这样子的一种垂直距离,在哪种三角形里呢,是在角焊缝剖面内画出的最大内切直角三角形中,这个垂直距离是从接头根底到斜边的。
有效焊喉:减去凸起部分,从角焊缝表面到焊根的最小距离。
什么是实际焊喉呢,它指的是角焊缝表面与焊根之间的最短距离。那对于凹型角焊缝呀,因为不存在凸起的部分,所以呢有效焊喉等同于实际焊喉。
焊脚尺寸:从接头根部到角焊缝焊趾的距离。
焊趾:焊缝表面和母材的相交点。
把角焊缝尺寸确定之时,务必得先弄明白角焊缝究竟是凸型的还是凹型的,凸形所指的是焊缝表面隆起进而产生轻微外凸的情形,它跟凸起的高度存在关联,角焊缝的凸起高度跟坡口焊缝的加强高是一样的。
如果焊缝出现凹陷,它表示此焊缝表面出现碟凹。
两种外形,焊脚高度相等的角焊缝,其焊缝尺寸的表述为:角焊缝剖面里,两个焊脚等长之时,所得到的最大等腰直角三角形的直边。
所以,呈现凸状的角焊缝,其焊脚的数值等同于焊缝的尺寸,然而,呈凹型状态的角焊缝,其焊缝尺寸略微小于它的焊脚长度。










