
要确保焊接质量,焊工于焊接之前,得先精准选出恰当的坡口。坡口的形式主要是由接头强度、焊接方法、焊接效率以及焊接成本等全面综合性因素予以决定。要是坡口精度高,这高涵盖了坡口角度、钝角尺寸、坡口表面粗糙度以及平直度等方面,那么焊缝质量便可得以保证,同时焊接成本也会降低;相反要是坡口精度差,极容易出现严重的焊接缺陷,并且焊接成本也会跟着增加。
那么“什么是坡口?
焊件待焊部位,会依据设计需要,或者工艺所需求,被加工成具备一定几何外形的沟槽,此沟槽即为坡口。
为什么要开坡口?
1.保证根部焊透,便于清渣;
2.调节焊缝金属中母材和填充金属的比例
3.获得良好的焊缝成形
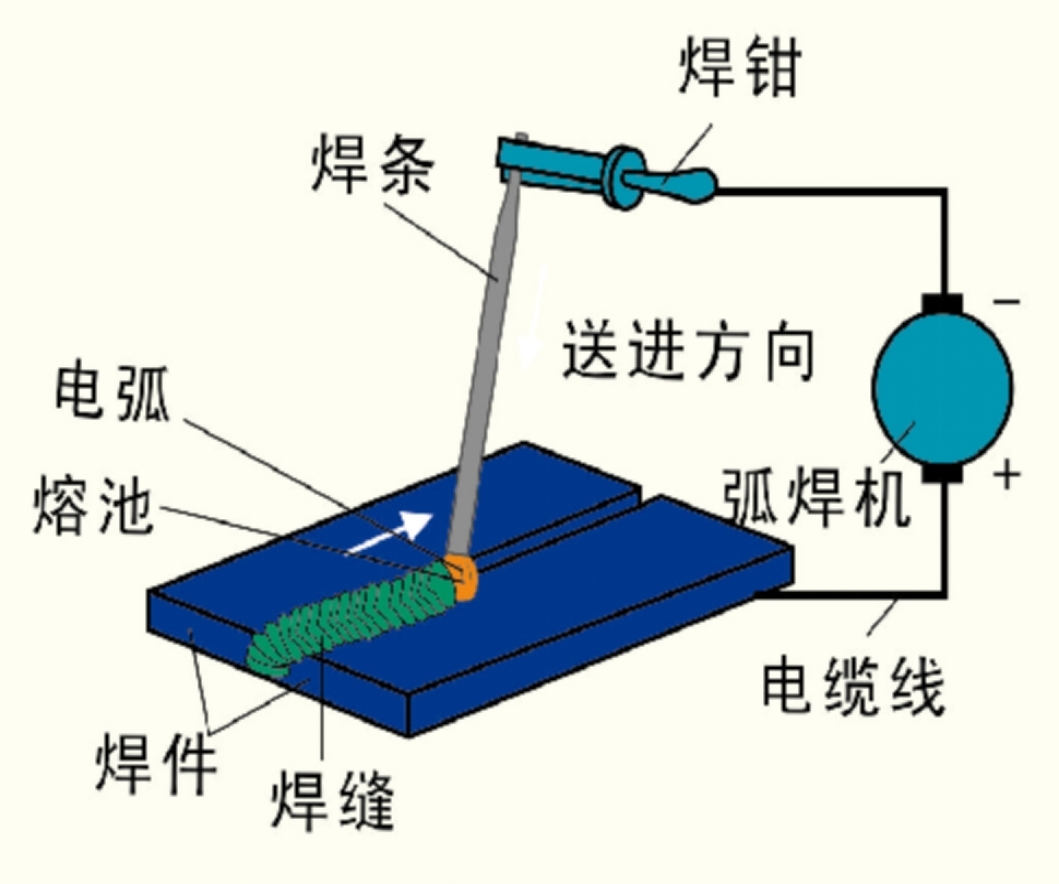
于是乎,首先呢,我们要先去简略知晓一下电弧焊这件事的工作原理是怎样的,先是出现短路的情况,接着引发电弧,然后焊条跟焊件会出现熔化的现象,之后液态熔渣上浮开来,再者液态金属实施冷却继而结晶,最终呢,形成了焊缝。
![图片[1]-看完就懂的焊接坡口形式,一目了然-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771769075413_0.jpg)
电弧焊的工作原理
焊接接头的基本形式
![图片[2]-看完就懂的焊接坡口形式,一目了然-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771769075413_1.png)
凭借焊接方式而进行连接所形成的接头被称作焊接接头,焊接接头涵盖了焊缝,包含了熔合区,还包括热影响区。
![图片[3]-看完就懂的焊接坡口形式,一目了然-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771769075413_2.jpg)
![图片[4]-看完就懂的焊接坡口形式,一目了然-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771769075413_3.jpg)
常见的焊接接头形式
坡口的选择原则
1.保证焊接质量
2.便于焊接施工
3.坡口加工简单
4.便于控制焊接变形
介绍几种主要的坡口加工方法
1.坡口加工方法分类
坡口加工方法可分为:
![图片[5]-看完就懂的焊接坡口形式,一目了然-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771769075413_4.png)
1)气割、等离子切割、碳弧气刨等热切割加工。
2)切削、剪切、磨削等机械加工。
![图片[6]-看完就懂的焊接坡口形式,一目了然-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771769075413_5.jpg)
常用材料最佳坡口加工方法
2.热切割
(l)氧气切割在热切割坡口中,最常采用的是氧气切割方法。
它是工业生产里切割碳钢与低合金钢的基本方法,被普遍使用,只是氧气切割同机械加工切割比,有着设备简单、投资费用少、操作方便还有灵活性好等一系列特点,特别是能够切割各种含曲线形状的零件以及大厚工件,切割质量良好,而且氧气切割时,在正确掌握切割参数与操作技术的条件下,气割坡口的质量良好,可直接用于装配和焊接。
(2)不锈钢、有色金属进行等离子切割时,多采用等离子切割这种方式。不锈钢当中含有较多的铬,在一般氧气切割的情况下,切口中会形成高熔点且粘性大的Cr2O3熔渣,这些熔渣粘附在切口面上,对切割氧与铁的反应起到阻碍作用,进而致使气割过程中断。而等离子切割是借助高温等离子电弧的热量,让工件切口处的金属局部熔化,还凭借高速等离子的动量将熔融金属排除,以此形成切口的一种加工方法。它和利用铁一氧燃烧反应化学过程的氧气切割法不一样,属于利用物理过程的熔割法。
因为等离子切割速度比较快,故而在碳钢那里也有被采用的情况,不过其切割面呈现出的表面粗糙度比不上气割。并且在切割厚板之际,无法获得直角切割面。除此之外,碳素钢进行空气等离子切割之时,切割面上会形成白色氮化层,这样的切割面直接拿来用于焊接,常常会产生气孔。所以啊,用于焊接的空气等离子切割面在焊之前是必须要进行打磨或者再加工的。
通过采用碳弧气刨能够对坡口予以加工,然而在所进行的刨削过程中,其刨削面的精度并不高,并且在操作时会产生较大的噪声,同时还会造成较为严重的污染。碳弧气刨存在着另一主要用途,此用途是将有缺陷的焊缝进行有效去除,从而用于焊缝返修工作。
3.机械加工
![图片[7]-看完就懂的焊接坡口形式,一目了然-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771769075413_6.png)
使用切削去除部分加工以形成坡口,其尺寸精确程度以及坡口面的表面粗糙程度都处于很高级别,缺失热影响力范围区域。针对加工坡口拥有刨削、铣削这两种方式。采用切削来进行坡口加工存在不足之处在于:不管是刨削操作还是铣削操作,针对加工面与刃口的冷却以及润滑作业均得借助润滑油,要是坡口面所存在的润滑油未能肃清干净,于焊接之时常常会引发气孔、裂纹、氢脆等方面缺陷。
首先,(2)剪切剪切加工面按照加工时的应力状态被划分成四个部分,也即,喇叭口、剪切面、断裂面、飞边。通常各部分和板厚的关系是这样的,当上刃与下刃间隙较大时,喇叭口以及飞边就会变大,而剪切面则会变小。所以,鉴于采用剪切加工的坡口面存在喇叭口和飞边部分,故而坡口面、钝边都不容易整齐,一般在经过剪切之后需要进行切削加工。
(3)进行磨削加工坡口时,差不多都是借助手提砂轮机来开展加工的。当下的磨削工具具备小型轻便的特点,运用起来相对较为便利,然而其工作效率偏低,安全性欠佳,并且卫生条件也比较差。鉴于这种加工方式基本是依靠操作者的经验以及直觉,因而想要确保坡口精度是存在困难的。不过,风动砂轮、电动砂轮的总成本不高,而且用途广泛,对于厚度小于8mm的部件而言,较多采用磨削方法去加工坡口,这种方法更适宜用于现场修磨坡口。
当运用这种方法之际,需要留意的是砂轮的挑选,尤其是针对超低碳不锈钢以及有色金属而言,砂轮的砂粒会致使工件被污染,进而造成脆化,所以对于砂轮的选择以及使用过程当中的管理务必充分加以留意。
4.小结
总之,基于上述情况以获取理想的焊接坡口质量而言,挑选适宜的坡口加工方法是具有重要性的。
(1)于热切割加工方式里,氧气切割多用于对碳钢以及低合金钢开展切割操作;等离子切割主要是针对不锈钢和有色金属来进行;而碳弧气刨在焊缝返修中应用得更为频繁。
(2)于机械加工方法里,切削加工可确保尺寸精度,亦能保证坡口表面粗糙度,然而于焊接之前,务必要开展必要的除油处理;剪切主要应用于薄板加工范畴,通常而言,在剪切之后,应当进行切削加工;磨削加工成本低廉,用途广泛,适宜用于现场修磨坡口,不过一定要留意砂轮的选择以及使用过程中的管理。










