
怎能够以高效的方式去焊接管道的斜焊缝?针对一个典型的具有φ1016×21mm尺寸的X70钢管,其呈现出斜45°的状态,在此种情况下,我们会把管道斜焊缝的焊接技巧进行深入地探讨。
01高效焊接斜焊缝
焊前准备
在对管道斜焊缝实施焊接以前,我们得做好充足的准备工作。首先呢选取适用的焊接设备,当进行根焊操作时要采用ZX7 – 400 – 3焊机,然而在进行填充以及盖面操作的时候则要运用熊谷ZD – 500多功能半自动焊机。另外呢还必须准备好对应的焊接材料,根焊的时候选用伯乐φ3.2 E6010纤维素焊条,填充和盖面之处则采用林肯E81T8 – G φ2.0药芯自保护焊丝。
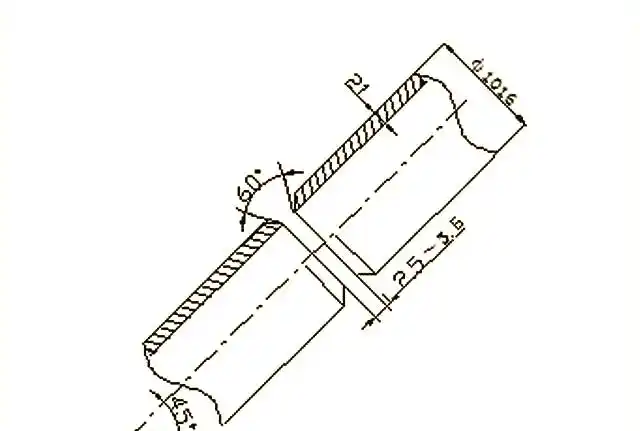
在组对管口以前,得对坡口开展完全清理,使用角向磨光机或者电动钢丝刷,去清除坡口以及其正反面边缘25mm范围内的油、锈、水还有其他污物,直到金属光泽彻底显现。管口组对属于焊接过程里的关键步骤,其直接对根焊质量产生影响。所以,必须严格依照焊接工艺参数,保证坡口钝边控制在0.5至2.0mm的范围里,将坡口间隙精准维持在2.5至3.5mm,其中管口顶部间隙是2.5mm,底部间隙是3.5mm。像上边图1显示的那样。
图1 管口组对有关参数
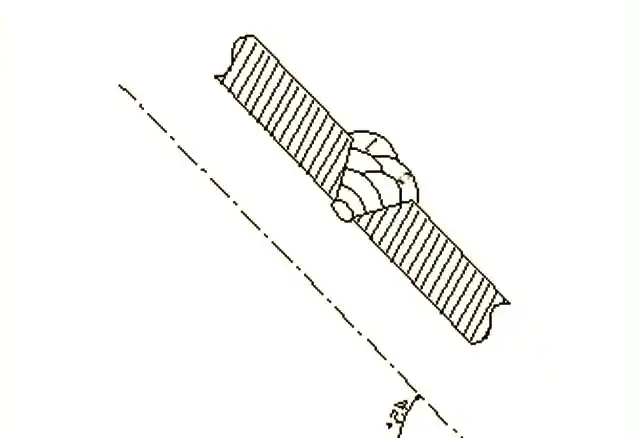
于管口组对进程当中,定位焊乃是极为重要的一环,我们通过内卡点固之方式来开展定位,具体的操作情形为,于管口内部均匀且对称地安置8至10个U型卡,以此保证牢固焊接,接着以倾斜为45°的角度把焊件固定于焊架上,为后续焊接工作准备好。

图2 焊丝倾角示意图
于管口组对进程里,我们得留意焊丝的倾角,焊丝要维持适宜的倾斜角度,用以保障焊接质量,与此同时,合理去调整焊丝位置,让其跟管口内壁紧密相贴合,进而确保焊接的牢固度以及质量。

进行焊接

先来调整好焊丝的倾角,再将其位置确定妥当,之后我们接下来要做的步骤,便是开展施焊工作。就此环节而言,它有着至关重要的性质,它会对焊接的质量以及牢固程度产生直接影响。

1.确定焊接工艺参数
焊接工艺参数乃是焊接操作的关键指引,于开展根焊打底、填充以及盖面焊等各个阶段之时,均需严格依照焊接工艺规程,精确掌控各项工艺参数,如下是一张针对φ1016×钢管斜45°焊接的工艺参数表:
2.根焊工艺要点
对于X70钢级这项焊接工作,鉴于其具备较高钢级以及裂纹倾向,所以根焊之前的预热工作是极为关键重要的。在预热这个操作过程中,需要把坡口以及其周边区域加热到80至120℃这样的温度范围,以此来保障焊接质量。紧接着,运用E6010纤维素下向焊法去开展根焊工作,这里推荐双人组合从管顶位置着手开始往后面起焊。起焊点应当挑选在顶点超过中心线5至8mm的那个位置,并且要在坡口表面引弧,随后再将电弧引导到坡口根部,等到钝边完全熔透之后,沿着焊缝方向笔直拖拉向下进行焊接操作。
于根焊进程当中,要维持短弧操作,用以防范气孔生成,还要保证坡口根部能够充分熔透,借此避开未焊透以及未熔合情形。与此同时,还得留意防止内凹和塌陷现象到来,并且保证在更换焊条之际接头处能够维持饱满。达成根焊之后,要认真清除表面的熔渣与飞溅物,尤其是焊缝跟坡口交界处,以此确保在下层焊道焊接之时不会引起夹渣问题。

3.填充焊
在填充层实施焊接之际,我们挑选林肯E81T8 – G φ2.0药芯自保护焊丝,并且运用手工半自动焊的样式来开展操作。鉴于X70级钢材存有裂纹倾向,为令焊接质量得以确保,必定要保证层间温度持续处在80℃之上。于冬季开展焊接时,越发需要采取适宜的加热举措来维持温度。

根焊结束之后,要马上开展焊层清理工作,随后就能够着手热焊层以及填充层的焊接事宜。于填充焊进程当中,我们得紧密留意气孔、夹渣以及未熔合等常见的焊接缺陷,并且采取对应举措加以预防。
焊时要保证质量,填充焊之际,需保持短弧操作,且借直线运条或稍作摆动的形式来予以焊接,同时,得持续调整焊枪倾角,让焊丝以合适角度拿去焊接,每完成一层焊接后,务必要先用磨光机或者电动钢丝刷彻底清理熔渣,之后,才开展下一层焊接。
要是填充层比较宽,那我们能够采用排焊的办法来焊接。于排焊进程里,得遵循先排下道接着排上道的准则,依照顺序往上开展焊接。并且,要保证焊道均匀、饱满,两侧熔合状况良好,从而满足后续焊接工序所需的要求。
有一点特别需要留意,那就是,当处于填充焊的最后一层之际,我们务必要格外谨慎小心,绝对不可以对坡口边缘造成破坏,借此来确保盖面层坡口轮廓的清晰状况得以维持。如此这般,不但能够对熔宽起到助力控制的作用,与此同时,还可以为盖面焊呈上准确无比的参照依据。
4.盖面
盖面焊这一种工序属于焊口的最后那一道关键的工序,它的目标在于保证焊缝外观尺寸能够达到标准,不存在任何焊接方面的瑕疵,并且成型要美观。于斜45℃管口的盖面焊当中,常常会面临咬边这个情况,还有焊缝超高以及焊道间沟槽这样一些挑战。为了应对这些难点,需要使用合适的工艺方法:要严格服从工艺参数,运用直线加上摆动的运条方式,适度控制摆动幅度,保证熔化两侧坡口边缘1.5~2mm才行。这样的一种方式对气体顺畅析出与上浮以及熔渣顺畅析出与上浮有帮助,进而就能够降低气孔出现的风险以及夹渣出现的风险。
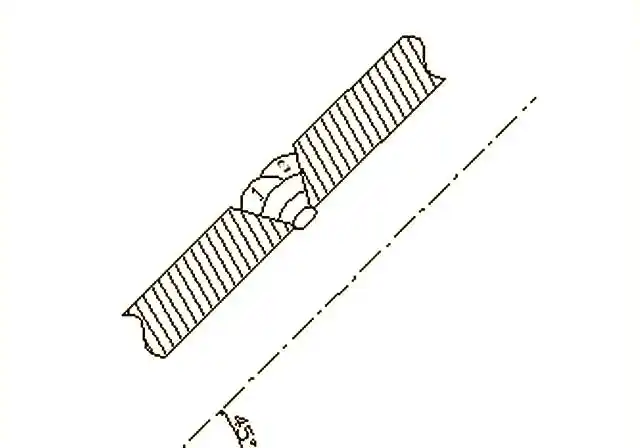
施焊之际,建议先对上面那一道进行焊接,之后再去焊接下面那一道,如同图4所展示的那样,如此一来,不但能够削减排焊道的数量,而且还能够更加高效地把控咬边、焊道超高以及沟槽等方面的问题。焊道呈现出平缓的过渡态势以及具备美观的成型效果,将会极大地提高焊缝的质量以及效率。