
工业之中的焊接,恰似人类身上的关节。能够这么讲,焊接技术所拥有的发展水准,是一个国家机械制造方面以及科学技术发展水准的标志里面的一个。
运用焊接材料(焊条或者焊丝),于高温或者高压状况下,把两块以及其上数量超过两块的待焊接工件连接成一个整体的操作办法,这便是焊接技术。那么,怎样才能够将管道焊缝的焊接操作做好呢?
一、焊前准备
焊接设备:使用鲁鼎自动化焊接设备。
当涉及焊接材料时,在进行根焊这种焊接操作时,对于焊接母材的选择是焊丝这类材料,比如说像那种属于304材质或者是316材质的不锈钢丝盘。
坡口清理,在组对之前,要先开展此项工作。使用角向磨光机或者电动钢丝刷,去清除坡口以及坡口正反面边缘25mm范围以内的油、锈、水还有其它污物,一直到全部呈现出金属般的光泽。
管口组对,其对根焊质量有着直接影响,所以必须要严格依据焊接工艺参数来进行,要将坡口钝边控制在0.5至2.0mm的范围之内。由于焊接过程全程都是自动化焊接,故而坡口间隙可以不用留。而下图展示的是手工焊接,其留了2.5到3mm的间隙。
管口组队有关参数
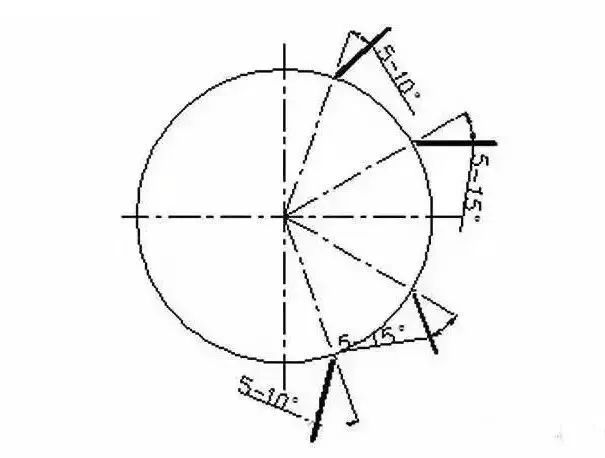
管口定位焊时,管口定位采用内卡点固办法,此过程用到 8 至 10 个 U 型卡,这些 U 型卡均匀且对称地分布于管口内部,之后进行牢固焊接。接着,把焊件以斜 45°的位置固定于焊架上。
![图片[1]-看过来!如何焊好管道焊缝!这里有技巧!-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771904057686_0.jpg)
倾角示意图
二、施焊
01选择焊接工艺参数
![图片[2]-看过来!如何焊好管道焊缝!这里有技巧!-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771904057686_1.png)
焊接工艺参数,乃是指导焊接操作的关键依据,于焊接进程里,从根焊打底开始,历经填充环节,直至盖面焊,皆务必遵循焊接工艺规程,且严格对焊接工艺参数加以控制。
02根焊
对于焊前预热,X70钢级较高,存在着较强的裂纹倾向,在根焊之前,必须要进行预热,把坡口以及周围加热到80℃至120℃,才能够进行根焊。
它被称作根焊,它又叫做打底,一般情况下,它能够自行融合母材,它不需要填充焊丝。通常来说,高温高压的管道焊接,它必须要通过一级或者二级的探伤实验,这就必然要求焊道内部需要充入氩气进行保护;这样才能够达到单面焊接双面成型的效果,干这个是要有足够这方面能力的,要面对各种材质、尺寸的管道件,调出与之相应的打底焊接参数,该设备是有与之对应的经验数据的,它能够随机存储焊接工艺达到百套,它的焊接能够实现一键操作。
![图片[3]-看过来!如何焊好管道焊缝!这里有技巧!-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771904057686_2.jpg)
实施短弧操作,以此防止气孔产生,这有利于坡口根部实现熔透,进而防止未焊透与未熔合情况出现,与此同时还得防止内凹以及塌陷的发生,并且要达成更换焊条时接头处饱满的状态。
根焊完成之后,要将表面熔渣以及飞溅彻底清除掉,特别是焊缝与坡口表面相交接的地方,必须清理得干干净净,防止在下层焊道进行焊接的时候出现夹渣的情况。
![图片[4]-看过来!如何焊好管道焊缝!这里有技巧!-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771904057686_3.jpg)
03填充焊
![图片[5]-看过来!如何焊好管道焊缝!这里有技巧!-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771904057686_4.png)
X70级钢材存在着一定的裂纹倾向,既然要防止产生裂纹,当然就势必要将层间温度保证达到80℃之上,而冬季进行焊接施工的时候,必然得采取适当的加热措施。
根焊结束之后,马上就要开展焊层清理工作,随后紧接着开展热焊层和填充层的焊接操作;填充层的焊接方面存在的缺陷主要是气孔、夹渣以及未熔合这些情况。填充焊的时候要维持短弧焊接这种方式;运用直线运条手法或者稍微做一些摆动;自上往下持续不断地去调整焊枪的倾角。
![图片[6]-看过来!如何焊好管道焊缝!这里有技巧!-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771904057686_5.jpg)
焊丝需保持成如图2所示的角度,每层焊接完成之后,一定要先用磨光机或者电动钢丝刷把熔渣清理得干干净净,之后再去焊接下一层,填充层较宽之际,能够采用排焊,要先排下道而后再排上道,依照次序往上排,如同图3所示那般,焊道有所要求,均匀且饱满,两侧熔合状况良好。
尤其要留意,在进行填充焊的最后一层的时候,不可以对坡口边缘造成破坏,要确保盖面层坡口的轮廓清晰可见(就如同图3所展示的那样),以此为盖面焊对熔宽的控制提供参考依据。
![图片[7]-看过来!如何焊好管道焊缝!这里有技巧!-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771904057686_6.jpg)
填充层焊道顺序
04盖面
外观尺寸方面得达成让焊缝合格的状态,既不能存有焊接缺陷,更要实现成型美观,这乃最后一道工序组成形式。而后它还是关键工序中的一种,属于焊口范畴内。
![图片[8]-看过来!如何焊好管道焊缝!这里有技巧!-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771904057686_7.png)
斜45℃的管口盖面需要进行焊接,这存在突出的难点,其外观会容易出现咬边的情况,还容易出现焊缝超高的缺陷情况,并且焊道之间也容易出现沟槽的情况,对此必须采用适当的工艺方法才行。
![图片[9]-看过来!如何焊好管道焊缝!这里有技巧!-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771904057686_8.jpg)
盖面层焊道示意
按照严格的工艺参数要求来做,采用直线稍微加上摆动的运条方式,摆动的幅度得恰到好处,让熔化两侧坡口边缘达到1.5毫米至2毫米是较为合适的,运用摆动运条,对气体析出以及熔渣上浮是有利的,能够防止气孔还有夹渣的产生。
进行施焊操作的时候,适宜先去排列上面的焊道,之后再去排列下面的焊道,就如同图4所展示的那样,如此一来,不但能够适度减少焊接时所排列的焊道数量,而且还容易对焊缝咬边、焊道超高以及焊道之间出现沟槽等一系列现象加以控制,焊道之间的过渡比较平缓,形成的形状看上去美观,有利于提升焊缝的质量以及效率。
![图片[10]-看过来!如何焊好管道焊缝!这里有技巧!-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771904057686_9.jpg)
小结
这家公司专注于管道焊接的研发生产已经有十余年了,其自主研发生产的管道氩弧焊自动焊接机,能够有效地达成管道焊接的打底、填充以及盖面操作,普通工人经过简单培训之后就能够快速上手。该公司的产品广泛应用在了供水设备、水处理设备、压力容器、石化设备、食品机械、仪器仪表、工程机械、金属软管、燃气(撬装)设备、制冷设备、消防设备、石油装备、真空设备、润滑设备、制药设备、厨房设备、汽车零部件等诸多行业。自公司建立之后,一直秉持着“立心于斯 鼎诚致远”这样的企业理念,持续不断地进行研发创新,设计并且推出能够满足市场所需的自动化焊接设备,切实为企业解决焊接方面的需求,欢迎前来莅临考察。









