
![图片[1]-管道坡口加工、组对、焊接作业指导书-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771939894645_0.png)
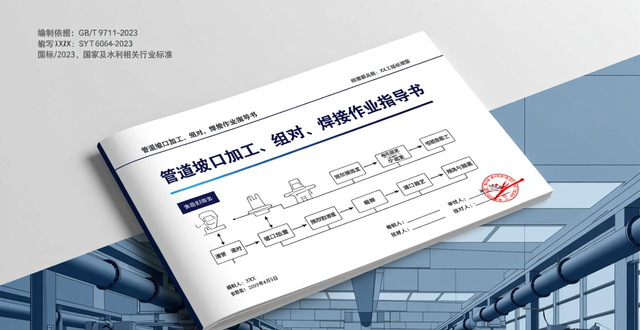
该项工程管道坡口进行加工,还要组对,以及焊接作业指导书,此工程工程,经理部有名称,还有签字日期,名称有人签字,也有日期,编制、审核、校对、批准都有相应人员,适用于该项工程现场,进行坡口加工,清理管道,完成组对,开展焊接作业施工。主要编制依托:二零二三;国标斜杠减二零二三;石油天然气行业标准SY/T 6064 – 2023具体文件规范;国标GB/T 9711 – 2023有关准则;以及国家和水利还有相关行业涉及的有关规程、标准以及标准等等。工作进程包含多项,先是进行坡口加工,随即负责清管,接着是针对对口环节即清管管口组对,完成后实施管口组对检查,之后开展管口预热以及测温工作,随后进入管口根焊、热焊焊接阶段,期间伴有层间加热及温度测量,再后是填充、盖面焊接,完成焊接后进行焊缝清理与焊接外观检查,同时填写施工记录,完成这些后进入下道工序,下道工序又有其工作内容与要求,其中有着一般性要求是达到金属呈现出本色的状态,具体为二十五这个数值所代表的某种标准要求具体含义未知。在组对之前,要检查清理或正在进展清理的管体防腐层以及管材,要是有损伤那就得去进展修补,当损伤没办法修补的时候,就要借助清管器或者其他所使用的有关工具把管内杂物清理得干干净净,以此切实保证清洁的没有别的杂物,仅只是防腐管内部而已。组对的时候,针对〔管〕这种情况能够采用外对口0.5m的方式。在组对这个行为过程当中,管道坡口、钝边、对口间隙、错边量等这些尺寸是绝对必须要符合施工标准以及焊接规程所涵盖的有关明确规定要求的。对于两管口存在的直焊缝或者螺旋缝而言,在圆周这个范围之内是一定要错开100的,并且其长度是不能小于管外径的。组对质量经确认符合要求之后,开展焊前预热,当预热必须严格依照标准以及焊接工艺规程要求时,要进行加热,之后才能够开展后续焊接施工。焊接材料抵达施工现场时,必须具备质量证书、合格证以及复检报告。分包商在收单位予以确认。焊接材料必须依据施工标准、焊接工艺以及产品使用说明书的要求来保存、使用。焊接施工过程中,必须严格执行焊接工艺要求。焊接地线必须按照要求制作并使用:地线运用专业卡子与电缆连接,卡子末端应当接一,不得与管体连接。焊接起弧于坡口内开展,不得在施焊层以外的坡口处引弧,更不容许在坡口以外30mm当天未焊完的接头用干燥、防水、隔热的材料覆盖好。次日焊接前,需预热,否则不得现场施焊。按焊接工艺要求,在焊口四周规定位置一次焊好。要进行100%超声波复检,分别达到《承压设〔NB/-2023〕中的》Ⅱ级和Ⅰ级才为合格。1〕同一部位的焊缝,经过修补以及返修之后,有过2次不合格的情况;2〕需要进行返修的焊缝,其总长度把焊口周长的30%给超过了;3〕根焊道的返修焊缝,其总长度将焊口周长的20%给超过了;4〕8%;当坡口加工是在施工现场开展坡口加工的情形之下,那么必须使用坡口机,而连头的地方应该采用机械或者火焰切割。要是管端坡口有经过机械加工所形成的内卷边,那就得用锉刀或者电动砂轮机把它去除并整平。管口组对应该优先采用内对口器来组对。要是没办法采用内对口器,那就可以用外对口器。在应用内对两端。应确保直焊缝、螺旋焊缝在对口处相互错开来,其距离不能小于10mm。进行焊接作业当中,制管焊缝适宜处于钢管周长的上半部。相邻环焊缝之间的距离要大于一倍的钢管外径。在1/8,0.8边要沿着管口圆周均匀分布开来。接头坡口角度、钝边、根部间隙得符合标准要求。在2mm范围内需承受机械法清理直至显现金属光泽。沟上焊接作业空间高度要大于40mm,对口作业时,尽可能地使用二台吊管机来实施协作组对施工。段宜承受沟下组对,在沟下作业时,吊管机靠近管沟一侧的履带边缘距沟边距离,不宜小于2m,组对前,应依据测量角度,预备好弯头、弯管,承受对号入座的方法进展安装,外防腐层要去除干净,正在施焊的钢管应处于稳定的状态,正常状况下,且有可能发生裂纹时,应在完成热焊道后撤离内对口器,使用外对口器时,应保证根焊道均匀对称完成50%以上后撤离,对口支撑和吊具则应在根,焊道全部完成后方可撤离。温度处于5℃以上的环境当中,预热的宽度适合是坡口两侧各50mm,7mm,热温度呈现均匀状态。预热期间不应该对钢管防腐层造成破坏。当焊接环境的温度比5℃低的时候,焊接作业适宜在防风棚内开展,要采取保温措施确保层重加热到规定温度。焊后适宜采用缓冷措施。针对焊接母材,需要在试板上进行焊接工艺参数的调试。不可以在坡口以外的管外表上起弧。管子处于焊接时,要预防管内空气流速太快。施焊的时候要确保层间温度达到规定要求。相邻焊道的起弧位置或者收弧位置应相互错开进行焊接。半自动焊操作之际,要随时留意焊道宽度怎样变化,还有电弧于坡口两侧的停留时间是多久。引弧之前,最好把焊丝端部去掉大约10㎜,引弧之时,宜需承受较短的焊丝伸出长度才好。在两个焊工〔操作工〕收弧的地方,先抵达的焊工〔操作工〕要多焊部分焊道才行。焊接时,焊条或者焊丝不能摇摆过大,针对于较宽焊道,宜采用多道焊接方法。焊接时发现〔或修磨1-2可依照填充状况在立焊部位增添立填焊。盖面焊是多面焊时,后续焊道起码宜覆盖前一1/350%低层间温度。吿高凸出。焊口完成之际,接头外表的熔渣、飞溅物诸如此类需去除得干干净净。焊工要针对自己所焊的焊道来开展自检以及修补工作。针对 20050 一处缺陷予以修补。占 1/3。修补需采用低氢型焊条,所补焊焊缝的宽度适宜范围是 8 – 10mm,余高应当是 0 – 2mm。焊接施工之时,要依照规定去填写有关原始记录。需在距离焊缝 100 – 150mm 的地方做永久性标记。全部带裂纹的焊口进行返修时应从管线上切除。根焊道、填充焊道和盖面焊道当中出现的非裂纹性缺陷能够直接返修。同一处焊缝位置,仅能够返修一次,要是返修之后不合格,那么该焊口就得从管线上切除,每一处返修的长度要大于50mm,当相邻的两处返修距离小于50mm之时,依照一处缺陷来做返修,返修存在两种情况,全壁厚返修的时候,要按照焊接工艺规程里预热温度以及宽度要求,针对整个焊口进行预热100mm,验收标准里的返修处需接受原检测方法去检测,焊接检验以及验收检验方法要先进行外观检查,合格之后,按照要求开展无损检测,焊接接头力学性能要依照第五章规定去进行试验。外观检查,范围是0.5至2.01除以10,2.5到3.0毫米之间,当焊缝余高超出标准时,要进行打磨,此处打磨不可损伤母材,且要与母材实现圆滑过渡,(焊道与相邻沟槽的高度差)为1.0毫米,焊缝外表鱼鳞纹的余高以及深度需符合多道焊的沟槽要求,存在坑及夹具焊点等缺陷,咬边深度不超过0.50.3为合格,咬边深度处于0.3㎜至0.5㎜之间的,单个长度不能超过30㎜,累计长度不得大于15%,焊口编号是XXXX-(桩号)+或-WXXX- -桩号 -。
![图片[2]-管道坡口加工、组对、焊接作业指导书-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771939894645_1.png)
工程代码〔为了避开消灭123…的格式〕
![图片[3]-管道坡口加工、组对、焊接作业指导书-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771939894645_2.png)
针对于焊口所相应的类型,以及MT,FT当中,每个设计桩或者加密桩的编号是从001开始作为起始的,之后会按照顺序依次顺延,不过这种顺延仅仅限于以下这些状况:返修焊口〔R〕、切割和二次焊接〔RW〕,还有外加焊口〔A1,A2,A3…〕。像是在主线焊口编号方面举个例子,切割和二次焊接以及外加焊口的编号应当添加后缀以此来进行区分。R所代表的是修复,就如同CAGX-AB001-M001-R。连头修复是这样表示的:CAGX—AB001—FT001—RRW。比如说:CAGX-AB001-FT001-RA1,A2,A3。别的要求之外,剩余的记录表全都规定于施工完毕后依据规定时间让监理单位巡检组进行签字确认。










