
2.5 机械加工与坡口制备2.5.1 焊接坡口加工
对于压力容器承压壳体之上的所有 A、类焊缝以及 B 类焊缝而言,它们均属于全焊透焊缝,并且都需要开展无损检测。为了能够保证焊缝质量,坡口的制备这件事情就显得是十分重要的了。坡口的形式是由焊接工艺来确定的,然而坡口的尺寸精度、表面粗糙度以及清洁度是取决于加工方法的。筒体的纵缝通常情况下是可以采取刨边、铣边、车削加工、火焰切割等工艺手段来进行制备的。壳壁开孔能够采用气割(其中包括行健机器人气割开孔机)、车削、镗、钻等方法。很大的开孔在筒体上,原有的设备没法满足加工了,现在制备开孔、坡口采用的是行健机器人做的。
2.5.1.1 刨边机加工坡口
压力容器壳体焊缝坡口在下列情况下可选择刨边。
①允许冷卷成形的纵环缝、封头坯料拼接;
②不锈钢、有色金属及复合板的纵环缝;
③存在一些坡口形式,是不被允许采用气割方法去制备的,或者是坡口尺寸要求较为精确的,像是U形坡口、窄间隙坡口。
④还有一些不适合运用热切割方式去制备的坡口呀,例如类似低合金高强度材料这类的呢。
在用刨边或者铣边这种加工坡口的方式时,在我国的压力容器领域是无比常见的。刨边机去加工坡口跟普通的金属切削加工没啥区别,刨边机的长度大多是3到16米,能加工的厚度是60到160毫米,被加工出来的工件可以选用气动、液压、还有螺旋压紧或者电动压紧等多种方式来夹固,刨边机在切削的时候不管是前进还是回程都能够进行,这种刨边机的生产效率比较高,把刨边机的刀架改成铣削刀盘之后就变成铣边机了,处于一些国外的中小型压力容器制造行业,用到刨边机去加工坡口的已经是极为稀罕了,并且绝大部分材料的坡口制备都是通过火焰切割才能够达成的。
2.5.1.2 立式车床加工坡口
对于大型的厚壁合金钢容器,多数采用热卷以及温卷来进行成形,其环缝坡口能够在立车上加工完成,其优点在于对各类坡口形式都适宜,钝边直径尺寸精度高,钝边加工直径容易控制,又能够保证环缝装配组对准确,封头环缝和顶部中心开孔的坡口同样能够在立车上加工,国内一些大型锅炉及压力容器厂配备有5m立车,可加工筒节高度达到5m。国外某些大型容器厂通常会配备机械加工中心,像德国工厂的/1200镗铣机床,它能够车削的高度为7.5m,是借助动力头展开车削行动的,并且还能够开展镗、铣、钻加工。另一个工厂的立式机械加工中心,其车削直径能够达到11.7m,当下国内立车的加工能力业已超越了以往国外的加工能力。
2.5.1.3 切割坡口
当前,在压力容器行业里面,一种广泛运用的、最为经济实惠的手段,乃是借助火焰切割的方式来制备坡口。进行切割坡口这个操作时,一般是把分离切割以及坡口制备二者合并为一步来予以完成的。一旦要于半自动或者自动切割机上开展双嘴或者三嘴切割,生产率便以成倍的幅度得到提高。采用双嘴去切割V形坡口、三嘴去切割X形坡口能够一次割成(参照图2-14、图2-15)。
图2-14 用两个割炬切割V形坡口
1,2—割炬
![图片[1]-2.5 机械加工与坡口制备-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771987101992_0.jpg)
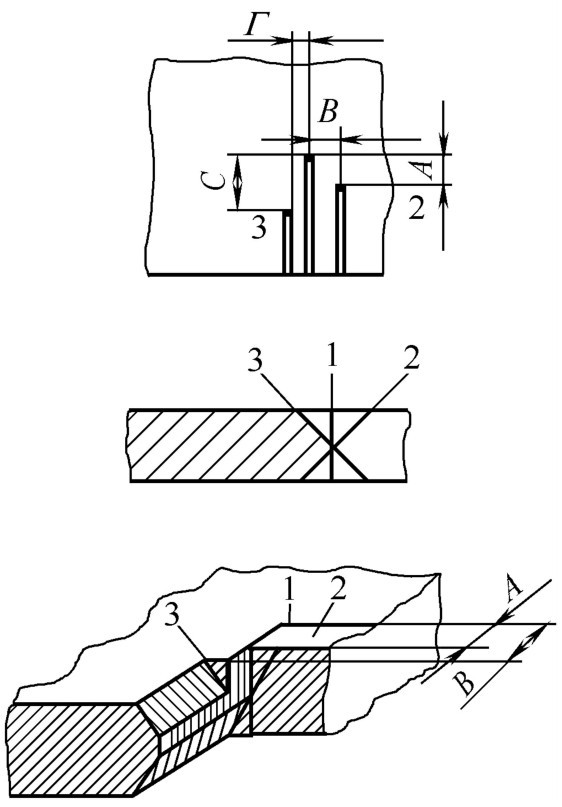
图2-15 用三个割炬切割X形坡口
1~3—割炬
为了能够进一步提升切割坡口的生产率,除了广泛地采用半自动切割并且配置高速割嘴之外,压力容器制造行业普遍地添置自动切割设备。
(1)数控“水刀”切割机
![图片[2]-2.5 机械加工与坡口制备-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771987101992_1.png)
一种平面切割机床叫 “水刀”,它是把超高压水射流发生器跟二维数控加工平台组合而成的。它把水流动的压力提得足够高,让水流拥有极大的动能,水流速度超过2倍声速 ,使一定比例磨料在高速水流里混合 ,在二维数控加工平台引导下 ,在材料任意位置开始或结束加工 ,按设定轨迹以适当速度移动 ,达成任意图形的平面切割加工。
(2)数控切割机
采用电子计算机,对切割过程予以自动控制,以此让切割过程变得更为便捷。当下,国内大型压力容器厂,已广泛运用国产的或者引进的数控火焰等离子切割机。数控切割机,替代了复杂繁琐的人工划线、放样等工作,还替代了不太经济的刨边机制备切口的工艺方式。
目前存在对筒体端面进行切割的工序,存在对封头余量进行切割的工序,存在对筒体人孔等进行开孔切割的工序,存在对管子端口进行切割的工序,这些工序现在均有相应的切割设备对它们进行半自动切割。割出的坡口在经过打磨之后就能够进行组装,能够进行焊接。需要特别加以指出的是,作为压力容器的焊接坡口,当材料是σb≥540MP以及Cr – Mo低合金钢时,如果采用火焰切割方法来制备坡口,那么要对坡口表面先开展打磨接着做磁粉或者渗透检测,加钒钢气割开孔之后,应该采用机加工方法来制备坡口。
2.5.1.4 其他方法加工坡口
(1)封头法向斜插孔坡口加工
此类开孔的轴线,垂直于封头的表面,要是封头是球形的,那么找正会比较方便,加工起来也是颇具便利的。一般的时候,能够采用镗床来进行加工,也能够在加工中心之上镗孔,并且坡口的深度是保持一致的。然而对于椭圆形封头上存在的斜插孔,特别是在快要接近过渡区的情况下,坡口的深度会有略微的差异,不过这并不会对加工以及焊接造成影响。
(2)筒壁侧向开孔坡口加工
有关薄壁容器的开孔,像是人孔这类大直径孔,要制作开孔样板,依据划线来进行手工切割,最好能够采用马鞍形切割机去作开孔切割(如图2-16(a)所示)。厚壁容器上面的小孔能够采用镗床钻孔、扩孔。大直径孔需要在镗床或者加工中心上予以加工,坡口钝边是一个等高圆柱面,坡口深度是呈现变化的(如图2-16(b)所示)。为了让孔的加工得以简化,此类开孔通常会加工成没有坡口的直孔,接着用手工割出坡口,经过修磨之后再使用。这种用于坡口制备的方法,将加工和气割结合在了一起,它常常被运用在封头上,也被运用在筒壁斜插孔上。
![图片[3]-2.5 机械加工与坡口制备-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771987101992_2.jpg)
图2-16 筒体侧向开孔坡口
2.5.2 典型零部件的机械加工
2.5.2.1 八角垫的加工
把八角垫(图2-17)密封形式应用于加氢反应器上是极为常见的情况,这种密封归属于半自紧式密封类别,在处于高温、高压且存在腐蚀状况的工况条件下,哪怕压力出现波动现象,密封依旧相对可靠,垫圈材料通常会选用0Cr13以及钢锻件,垫卷的加工要点如下所述。
![图片[4]-2.5 机械加工与坡口制备-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771987101992_3.jpg)
图2-17 垫片的形式
①控制中径尺寸,趋于正偏差。
②锥角误差要严格把握。
③锥面粗糙度尽量使其光滑一些。
④上下锥面应当处于同一轴线。在进行加工之前要先准备一个工艺环,把锻环通过点焊的方式固定在该工艺环上面之后才去进行加工,以此来防止因为车床装カ卡紧而产生变形。在立式车床上进行加工的过程是:
![图片[5]-2.5 机械加工与坡口制备-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771987101992_4.png)
a.进行找正夹紧操作之后,对车床上的平面以及内部、外部直径进行加工,在这个过程中要对中径加以控制,具体情况可参照图2-18(a)。
![图片[6]-2.5 机械加工与坡口制备-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771987101992_5.jpg)
图2-18 八角垫加工
b.车上锥面(用样板检查),(见图2-19);
![图片[7]-2.5 机械加工与坡口制备-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771987101992_6.jpg)
图2-19 八角垫样板
c.切断之后,把半成品零件,紧密地压在另外加工的,另一工艺环之上,此工艺环,如图2 – 18(b)所示。
d.按垫圈高度加工并车锥面(用样板检查)。
在卧车上进行加工时,小直径八角垫能够直接借助三爪卡盘来找正,进而开展加工操作,并不需要工艺板。椭圆垫的加工跟上述所提及的工序相类似,只是其样板呈现为圆弧形。
2.5.2.2 梯形槽的加工
不锈钢堆焊层上加工了加氢反应器的梯形密封槽,其加工过程颇为复杂。
①在法兰初加工坯料上加工堆焊槽(图2-20);
![图片[8]-2.5 机械加工与坡口制备-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771987101992_7.jpg)
图2-20 梯形槽
②依据图样尺寸给出的要求,进行E309L过渡层的堆焊操作,堆焊所形成的厚度,要达到不小于4mm的标准。
③热处理后加工过渡层,控制厚度3mm,检测;
④法兰、封头、筒节总装、热处理;
⑤堆焊表层E347;
⑥加工密封槽使达到图样要求,检测。
需要注意的是:
a.密封槽底r不得小于0.5mm;
![图片[9]-2.5 机械加工与坡口制备-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771987101992_8.png)
b.表层堆焊、加工后不应再经受热处理;
c.槽的中径,要依据八角垫来进行配置,按照下偏差予以控制,它的好处在于,在预紧密封的时候,能让外锥面先实现压紧,如此一来,能够提高密封的可靠性。
组装顶部法兰、封头以及筒节成为部件之际,梯形槽的最终加工能够于5m立车上开展,如此一来加工相对便利,然而跟筒体大段完成总装之后,环缝仅能实施局部热处理。要是先行进行总装以及热处理,表层堆焊是在全位置状况里开展的,并且密封面的最终加工只能够在加工中心上开展。梯形槽锥面的粗糙度数值需要把控在1.6μm以下,可是这在大直径梯形槽的镗削加工之时是极难达成的,必要之时能够采用研磨的方式予以补救。
对加工好的梯形槽进行中径检测有如下方法:
a. 采用钢球以付诸对于中径的测量,那钢球的直径应当是在经过挑选之后才予以使用,此方法于立车上开展情形下实施起来乃是比较便利便捷的,在做测量这个行为动作的时候是需要有两个人相互配合协作的哟,把所测得的直径减去两个钢球各自分别的半径这一数值就行啦。
b.运用中径样板予以测量,按照中径尺寸系列去制作中径样板所展示的样式(图2-21),直接借助样板卡在直径之处进行测量,与此同时针对槽形开展检测,这种方法适用于小直径系列。
![图片[10]-2.5 机械加工与坡口制备-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771987101992_9.jpg)
图2-21 中径测量样板
h—槽深;b—槽宽;ф—中径
c.把专用测量头安装在卡尺上(图2-22)。对卡尺的一个腿进行改制,之后装上测量头,以此进行单腿与外径间距间测量中径的操作,也能够对两个腿进行改制,进而直接测量出中径。
![图片[11]-2.5 机械加工与坡口制备-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771987101992_10.jpg)
图2-22 中径测量头
h—槽深;b—槽宽
根据梯形槽系列尺寸制作出系列样板,可对梯形槽形状进行检测。
2.5.3 特殊形状零件的加工
对于高压厚壁容器的侧向开孔,一般会采用像图2-23所展示的那种结构形式,其目的在于让镶嵌式焊缝接头尽可能地远离应力集中区域。加强接管与壳壁相连接的地方,存在着一个马鞍形接盘,这个接盘通常是由整体锻造而成的。接盘的内弧面与筒节的内表面相互连接,其加工方式相对较为简单,例如可以采用刨、车等方法。然而,坡口以及外弧面的加工则比较复杂,需要在卧式车床上增添一套靠模车削机构。接盘的内弧面能够当作靠模(图2-24)。其加工工序为这般:先是在卧车上率先加工出接管各个圆柱面,接着在刨床上刨削内弧面,还要凭借圆弧样板予以检查,随后在卧车上找正之后装上靠模机构,以那内弧面作为依托分别加工外弧面,从而让接盘与筒节连接处厚度S保持均匀,使得圆角R处显得圆滑,之后加工内外焊接坡口,借助样板进行检查。马鞍形接管的加工质量取决于此靠模机构是不是够紧凑、运作是否灵活自如,以及机构的制造精度。外弧面及圆角R处即便经过了加工,然而依旧需要再次经过修磨,致使其外表面过渡变得圆滑。此类靠模机构当前已经有厂家进行生产。由于数控三维镗床的诞生以及被使用,当前已经取代了卧式车床、加上一套靠模车削机构,以此来进行加工加强接管马鞍形这种操作。
![图片[12]-2.5 机械加工与坡口制备-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771987101992_11.jpg)
图2-23 马鞍形接管
![图片[13]-2.5 机械加工与坡口制备-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771987101992_12.jpg)
图2-24 马鞍形加工靠模装置










