
·机械制造· 王丽洁,等·基于车铣复合加工工艺规程设计
基于车铣复合加工工艺规程设计
王丽洁1,吴东2
(1.西安理工大学高等技术学院,陕西西安;2.,陕西西安)
有这样一个摘要,车铣复合加工中心,靠着先进的设计理念,凭借强大的切削功能,以广泛的适用性,吸引了数目越来越多的使用者。在针对加工实例开展车铣复合加工工艺规程设计的基础之上,借助软件对该零件做了实体造型以及数控加工仿真,具备一定的实用价值。
关键词:车铣复合加工;数控加工工艺;
出版物内所标注的中图分类号为TH162,文献标识码是A,文章编号为1671 – 5276,在2014年的第04期记载着从0043到02的相关内容。
-jie1,
(1. 中国的 Xi’,Xi’;2. 位于中国 Xi’的 Xi'(集团)有限公司)
:,’,.-,.-.
:ing;;
0 引言
伴随着数控加工朝着高速化、高精度化脓、高智能化以及高柔性化、高一体化等诸多方向不断地发展迈进,车铣复合加工这种新兴且颇具高效性的数控加工工艺得以出现,它把配有高性能数控系统的车铣中心当作加工设备,将数控车床与加工中心的功能予以整合,其不仅可以开展常规一般性的车削作业,而且还能够进行径向以及轴向的铣削操作、进行曲面铣削工作、进行钻削中心线并非处于零件回转中心位置的孔以及径向孔等一系列加工项目。车铣复合加工中心,因为从设计概念方面,解决了零件多次装夹,以及基准转换所带来的,不必要的工序,还有零件加工精度的走失。这种设计概念,解决了如下几个问题:缩减了物流长度,减少了基准转换,减少了工装夹具数量,减少了占地面积,缩短了新产品试验周期,所以吸引了越来越多的使用者。
图1数控加工工艺流程
2 力矩器座零件数控加工工艺分析
2.1 零件图的分析
产品里会有个具备重要性的组件,它是力矩器座,该力矩器座的品质,直接对产品主体组件的使用性能产生影响。力矩器座有着很高的精度方面的要求,也有着很高的尺寸方面的要求,而这些要求,对零件装配能不能成功存在着重要影响。
对零件图主要进行以下三方面的分析:
1)零件主次表面的区分和主要表面的保证。例如:
如何规划车铣复合加工中心的工艺规程,首先应对不
D13.5+0.018
+0.018
+0.018
![图片[1]-基于MasterCAM车铣复合加工工艺规程设计-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771988168603_0.png)
对同产品的特点予以了解,本文拿力矩器座零件当作例子,去探讨车铣复合加工工艺。
1 力矩器座零件数控加工工艺流程
0 、D12.50 、D14.60 孔属于7级精度,粗
糙度Ra0.8μm,,需要采用粗车和精车加工才能达到要求。
2)对于重要的技术条件展开分析,比如说,位置度D0.02同孔D13.5+0.018、D12.5+0.018、D14.6+0.018的装配位置相关,这个位置度D0.02呢,它。
0 0 0
对于用于军用产品的力矩器座零件而言,它有着繁杂的外型,存在严格的尺寸公差以及形状位置公差,运用传统的加工工艺方法,其品质难以得到保证,当下广泛采用数控加工工艺,力矩器座零件的数控加工工艺流程如下图1所示。
的精度直接影响到组件的安装使用性能。
标注,在零件图之上,表面位置尺寸。力矩器座的长度尺寸,以D12.5孔的上端面作为基准。所以,在编制工艺规程时,工序长度尺寸,尽量与它保持一致。
力矩器座零件的实体造型如图2所示,工序简图如图
3所示。
作者简介为,王丽洁,其出生于1973年,性别为女,出生地是内蒙古包头,拥有硕士学位,担任副教授一职,研究方向是机械制造及自动化。
,,43(4):43~44,63
·43·
·机械制造· 王丽洁,等·基于车铣复合加工工艺规程设计
力矩器座实体造型
)图3工序简图
2.2 力矩器座零件的数控加工工艺路线
力矩器座零件的工艺路线安排如下:
下料→数控车→钳工→数控车→钳工→车铣复合加工中心→镗工
车床铣削复合加工中心,钳工,钼切割,钳工,镗工,车床铣削复合加工中心,钳工,检查验证,材料物件入库存放。
依据力矩器座零件的那种加工工艺规程所具有的需求,车铣复合加工所涉及的工序是6工序、8工序以及13工序,数控这些加工工艺卡按照表1所呈现的那样。
表1车铣复合加工工艺卡
![图片[2]-基于MasterCAM车铣复合加工工艺规程设计-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771988168603_1.png)
专门用于产品型号的工艺流程细节规范,其中涉及的零组件号所关联的零组件,其名称为力矩器座,该零组件所使用材料表明是LY12,现存在代料的情况。
工序号 工序名称 工序内容 切削刀具 检验工具
)1.找正C面在0.02以内
)精铣两面L=11.40
(L=2.90
) 自制夹具
6 车铣复合加工中心
2.精铣槽L=12.5H7 塞规d12.5H7
3.铣长槽L=3+0.1保证RL=8.5+0.1
立铣刀d3 塞规d3H12
0 0
4.铣上端外形保证4-R1、L=1.20
、L=10
、L=2.5+0.1
-0.1
-0.1 0
外圆d18g6无变形 立铣刀d2
按图定位装夹,拉直D面在0.01以内。
一,进行粗铣以及精铣方形孔,其中一个尺寸是L等于11加上0.18,另一个尺寸是L等于8.5加上0.16,并且有4减去R1.5的相关要求,所使用的刀具是立铣刀d3。
8 车铣复合加工中心
)2. 铣两处圆弧缺口 d16. 80
)3. 铣上端面 L = 23 + 0. 03
三十五度正负零点五度,七十度正负一度,四减半径一点五。
5.
铣两侧缺
)4. 铣尺寸 L = 80
底面与车削面 E 接平 ( L = 0. 5)
![图片[3]-基于MasterCAM车铣复合加工工艺规程设计-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771988168603_2.png)
0,L等于2正负0.1,4减去R1,底面与车削面F相接平,(L等于2.)
立铣刀 d2
13 车铣复合加工中心
- 0. 1 )
)1. 找正夹具,并找正基准 B 在 0. 02 以内
2.铣出四个槽,槽宽的尺寸是0.6加上0.1,槽深的尺寸是0.8加上0.1,角度为12°54’,使用的是片铣刀0.6。
0 0
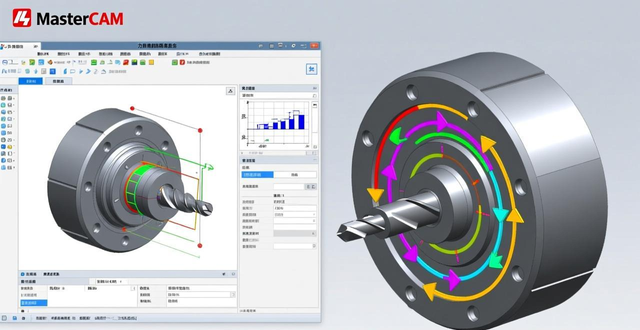
3 力矩器座零件的数控加工
CAM是由美国CNC Inc.公司开发而来的,它运行在PC平台,适用于机械产品的设计与制造,是一种3D CAD / CAM交互式图形集成系统,该系统之中集合了二维绘图、三维实体、曲面设计、体素拼合、数控编程、刀具路径模拟以及真实感模拟诸般功能,它对系统环境的要求比较低,不管用户是处于造型设计、CNC铣床、CNC车床还是CNC线切割等加工操作里,均可获取最佳的效果。
力矩器座零件加工刀具路径,主要涵盖刀具的挑选,刀具参数的确定,加工顺序的抉择,以及加工参数(安全高度、下刀形式、补偿途径、补偿数量、切削数量等)的设定。CAM系统会针对所规划的加工刀具路径,以及刀具参数设置等,生成一个刀具路径文件,也就是NCI文件,它属于ASCII文字格式文件,包含了生成的NC代码的所有资料,涵盖一系列刀具路径的坐标值、进给量、主轴转速、冷却液控制指令等,然而它不能直接应用于CNC机床,得先经过后处理程序。
( 下转第 63 页)
·44·
http冒号平行双斜杠ZZHD点点net点点cn,E-mail冒号ZZHD艾特点点net点点cn,《机械制造与自动化》。
·机械制造·,杨鸣等人,对货运汽车厢平面与站台平面间动态落差自动补偿方案展开研究。
厢内作业等,有9个运行动作,结合返程,就成了18个运行动作。相比较来说,使用智能型升降台时,仅需库内起步,加速,常速行驶,低速行驶,低速通过升降台,低速进入厢内作业等5个运行动作,结合返程,就为10个动作。在叉车整个作业过程中,最可观的操作时间节约,体现在垂直升降平台的动作阶段。而使用智能型升降台时,叉车行驶单程作业过程中,比前者减少30%的作业时间。
还有一则,如果说该智能型升降台存在着另外一个优点的话,那么便在于其人工操作进程在相比较而言是较为简易的,具体表现为,当操作此升降台时,工作人员仅仅需要先行把那个被称作“信号源发生器”的物件如磁吸一般吸附安置在与之对应的那个确定位置之上,随后再将那套控制系统予以启动,如此一来,该升降台便能够正常地运行起来,并且在整个装卸的流程当中,将不会再出现其他的操作事项,进而能够达成由一个人来掌控多辆车的装卸调度工作的目标,这无疑在极大程度上架空了人力资源。倒是垂直升降型升降平台在整个单车装卸的全部过程里,却需要操作人员在每一个环节都全程配合着去进行操作(也就是说要实时操控升降)。
在平台进行起落的情况下,这款可被称作智能型的升降台能够致使岗位数量有所减少,会让劳动强度得以降低,还会使叉车行驶的安全性相应地得到提高。
4 结语
本文以站台机械化装卸的当下状况为切入点,秉持着安全、经济的原则,怀着提高站台装卸作业率以及追求操作简便、切实可用的指导思想,于是构建了上述方案。并且通过设计可行性论证,以及实物投用可靠性论证,还有方案的成效性进行解析,展现出本方案拥有的优势以及具备的可行性,现实中的装卸试验表明,该改进方案相较于垂直升降型升降平台能够提高大约30%的装卸效率。