
1、精心挑选的文档热矫正工艺规范,此规范其一目的在于,通过对产品矫正进程的把控以及对产品损伤修补进程来把控,得以保证产品加工质量契合要求,其二范围是本程序适用于钢结构产品的矫正进程把控以及损伤修补进程把控,其三职责方面,生技部负责编制矫正工艺措施以及修补措施,质管部负责矫正过程的质量检验以及监督,生产班组负责矫正工艺的施行以及质量的把控。4. 参考程序文件,其中包括4.1业主文件及图纸,以及4.2施工过程把握程序,还有4.3不合格品把握程序,另外还有4.4 -2001钢结构工程施工质量验收规范。5. 程序方面,5.1矫正分为机械矫正和火焰矫正这两种矫正方法。5.1.1是机械校正,5.1.1.1机械矫正采用矫正机、压力机、千斤顶以及自制的螺旋丝杠等方式。
2、也能够锤击锤用采受接可也 但正矫时接直锤击得不 施措护爱等板垫有应 式方击锤用采接直非;5.1.1.2前正矫械机 在的物杂切一上件构净扫清扫 整平度磨修点焊缝焊的辊压与 杂物切一的上件构净清。5.1.1.3度温境环于低钢构结金合低、 度温境环于低钢构结素炭在 时21-于低度温境环 曲弯冷和正矫冷行进应不。5.1.1.4法正校械机的钢H接焊 形变角的板缘翼正矫要主 机正矫缘翼的用专在 通过力械机 正校性制强的复反行进 止为准标合符量形变角到直。翼缘板厚度超出30mm之际,通常规定要反复几次予以校正(每次校正量为12mm)。用机械进行校正时,还能够接纳压力机依照构件实际的变形状况直接去校正。焊接H型钢的矫正原理图所示如下:5.1.2火焰矫正,5.1.2.1火焰矫正之时,一般会用到氧气。
3、及已炔或丙烷气体。工具一般用矫正专用的等压式焊炬。关于5.1.2.2中所涉及的对变形进行热矫正,大多需要接受中性氧化焰,其氧气与乙炔体积比为L等于1.1到1.4 ,要是想要让钢材产生均匀收缩以实现矫正变形的目标,通常可以采用L等于1.1到1.2的中性焰;要是想要借助钢材沿厚度方向温度分布不均匀进而产生不均匀收缩来达成矫正变形的目的,那么可以用L等于1.3到1.4的氧化焰较快地对钢材表面进行加热;中性焰适宜矫正厚一些的钢板,对于10mm以下的钢板则需要接受氧化焰。5.1.2.3 对于厚度超过 30mm 的钢板,采用碳化焰(L1)进行缓慢加热,目的是使钢板逐渐被“烤透”,防止出现钢板表面温度很高然而内部温度却相对较低的情况发生。5.1.2.4 低碳钢以及低合金钢在火焰加热矫正的时候。
4、加热温度,不应超过900。低合金钢在火焰加热矫正之后需要自然冷却。矫正温度要恰当,要尽可能不让钢材受到不利影响,还要尽可能提升矫正变形的效率。对于低碳钢进行热矫正的时候,加热温度应当不高于780;对于低合金钢进行热矫正的时候,其温度控制在720左右;对于经过热处理的钢材,原则上不允许进行热矫正,因为加热矫正后会失去热处理的作用,必须进行加热矫正时,其温度控制在600左右,最高不应超过650。火焰矫正,需依据构件出现的变样子况,来确定加热的位置,以及加热的挨次,5.1.2中有相关规定;火焰矫正期间,加热温度不宜过高,要是过高的话,会引起金属变脆,进而影响冲击韧性;加热温度应当把握在900以下,最低可以到300左右,5.1.2也对此有说明;对于热矫正时的高温,要严格进行把握,这其中除了用颜色来判断外,5.1.2.6部分还有相关要求。
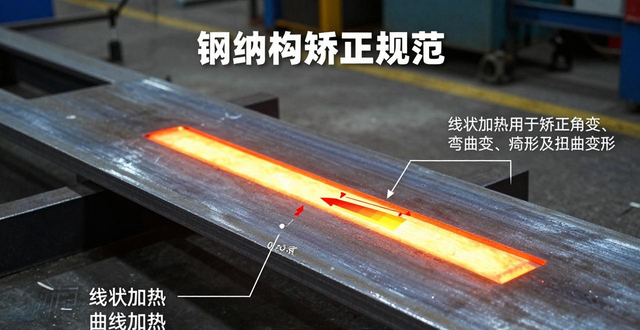
5、除辨别外,矫正人员必然要接受红外线测温仪予以监测,质管部的质检员应当不定期针对现场矫正温度开展监督检查。钢材表面的颜色以及相应的温度情况为:颜色有深褐红色、樱红色、褐红色、淡樱红色、暗樱红色、亮樱红色、深樱红色、桔黄色等,温度各有不同。对于热矫正而言,同一部位的加热矫正通常不超过2次,需加热至适宜的温度。5.1.2.7热矫正办法:热矫正办法存在点状加热、线状加热、三角形加热,a.点状加热主要借助加热圆点的收缩以达成矫正变形的目标,通常用于矫正板料凹凸变形、折皱变形以及圆管的弯曲变形;b.线状加热,线状加热能够被划分成直线加热、环。
![图片[1]-钢结构矫正规范-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771505053167_0.png)
6、存在形线加热、曲线加热三种基础形式,线状加热常常运用氧化焰,致使钢板于厚度这个方向上温度分布不均衡,在横向收缩之际,构件会产生角变形,借此达成矫正原本角变形的目标。线状加热的宽度不适宜过大,一般选取板厚的0.52倍左右,加热钢板的深度是板厚的1/2至2/3。这种加热方法主要用于矫正角变形,也被用于弯曲变形、畸变形以及扭曲变形等的矫正。在加热线处所涉及的钢材,于冷却进程当中,其发生的横向收缩相较于纵向收缩而言更大,故而也能够采用中性焰以较为缓慢的方式对钢材实施加热,以此让加热的深度尽可能地予以增大,借助钢材的横向达成均匀收缩来对变形进行矫正,加热带的宽度越大这一情况下,横向伸缩也就越大,然而为了确保矫正呈现出的综合质量,对于中等厚度的钢板来讲,一般情形下不要超过15mm。几种常见的线性加热加热示意图如下:(1)折皱变形热矫正平行线加热三角形。
在加热时,针对上图所展示的、钢板与两条加劲肋焊接后于边缘出现的折皱变形情况,通常会采用中性焰,运用平行线法或者三角形法来进行加热矫正,要是接受两种方法综合起来进行矫正,那么效果将会更好一些。平行线的加热位置就如同图中所呈现的那样,要从凸起的两侧开始,朝着最高处慢慢围拢,不可以先从凸起的最高处进行加热。加热的深度等同于板的厚度,加热线的线宽以及线距是依照变样子况和板厚来确定的,通常线宽选取,线距大概为80mm,加热线的长度同样要根据折皱变形的范围以及图中a的尺寸来确定,一般为a/3a/2。常以平行线加热法作为主要形式的,是那些折皱变形较小的构件,而折皱变形较大的构件,则要把三角形加热法当作主要形式,三角形加热的位置,也得选在凸起的两侧,加热的深度是板的厚度,发生折皱变形的情况,通常大多出现在较薄钢板,不是。
8、适宜接受大三角形进行加热,通常接受顶角乃是 30 的情况,腰长大概在 80mm 左右的等腰三角形情形,假设仅用三角形这一种方式来加热,那么三角形的顶角能够予以适当减小,腰长能够给予适当增大,三角形的布置得要均匀,一次数量不要太多,一般在每 1m 的范围内 1 至高 3 个是较为适宜的。要是一次矫正无法达成,那就可以再来酌情给予增添。(2)角变形热矫正时,处于一个特定的情况,那就是加热线加热存在位置方面的要求,具体是针对翼板腹板而言,像呈现出的 T 字梁焊接之后所产生的翼板角变形这种情况,矫正操作有相应做法,就是采用氧化焰,且选择的位置是翼板凸面与焊缝相对应的地方,在此处进行线状加热,加热深度处于板厚度的数值并非单一值 1/2,而是一个范围 2/3,加热线宽度一般是翼板厚度的倍数范围 0.5 至 2 倍,这里常取一种数值,要是一次矫正没能达成理想效果,有再次矫正的可能,如此这般的线状加热,在冷却之后,会出现一种现象,就是能让翼板在厚度方向产生不均匀的横向收缩,进而使得原有的角变形得以矫正,(还有(3),但是没有(3)的具体内容无法进一步改写)。
9、厚板的均匀弯曲热矫正,如下所示之为厚板于板面以外所出现的均匀弯曲变形,其矫正方法跟前述角变形的方法基本上是相同的。采用氧化焰在弯起的凸面最高点四周进行线状加热,加热深度是板厚的1/2至2/3,加热线的宽度是板厚的0.5至2倍,要是一次加热矫正无法完成,能够在两侧四周连续加热,不过加热线的宽度要逐渐变小以免矫正过量。加热线(4)畸变形的热矫正加热线如图所示是箱形构件畸变形示意图。原本是矩形的箱形断面变成了平行四边形。端断面BACD变形之后,A、C从直角转变成为钝角,B、D却变成了锐角,其对角线是BDAC。进行矫正之时,采用氧化焰对箱体四条棱处的腹板予以加热,变成锐角的(像图里面的B、D)在箱体外侧进行加热,变成钝角的(如图所示为A、C)在箱体内侧进行加热。
10、加热线处于焊缝边缘的四周,其宽度通常是腹板厚度的1.5倍,深度是腹板厚度的1/2至2/3,长度是构件变形部分的整个长度。在对腹板进行加热以后,要是依然存在变形,还能够在箱体内侧以及外侧进行线状加热盖板,其遵循的原则跟加热腹板的加热线是一样的。(5)板件扭曲热矫正如同图示,这是板条AB、CD扭曲变形的示意图形,要是把它放置在平台上,那么A点和C点就会向上翘起。矫正之时,采用氧化焰于凸面开展线状加热,加热线跟板条长边所呈夹角通常是45(方向如同图示那般),加热线长度一般作为板条厚度的12倍,加热深度是板条厚度的1/2至2/3,矫正自板条中部起始,朝着两端逐渐予以推进。这种方式的原理在于让板条冷却以后产生全新的角变形,能够跟原有的扭曲变形相互抵消,然而可能会残留如同图示的弯曲变形,可借助三角加热。
![图片[2]-钢结构矫正规范-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771505053167_1.png)
11、法会进一步去矫正弯曲变形,在矫正扭曲变形之际,要是加热一次无法矫正过来,能够再进行加热矫正,不过需要留意,加热线的位置别重复,加热线,对于箱形构件的扭曲加热线,加热线如图展示为箱形构件A、B、C、D,A1、B1、C1、D1扭曲变形的示意图,要是把它放置在平台上,那么A和B1点会向上翘起,矫正的时候,在腹板B、B1、C1、C的外侧用氧化焰线状加热,加热线的方向如图示,矫正是从腹板的两端开始逐步朝着中间进行的。热加线的宽度是腹板厚度的十二倍,热加深度是腹板厚度的二十二分之三分之一。于箱形构件之上板D、C、C1、D1的外侧,同样采用氧化焰线状热加矫正,热加线的方向如同图示,热加线的宽度以及热加深度与腹板相同。与此同时,还应以相同的原则以及方法针对腹板A、A1。
12、D1、D以及盖板 A、B、B1、A1 进行加热矫正,因致使箱形构件扭曲变形的因素繁杂众多,故而经上述矫正之后,或许依旧存在或者新出现一些其他变形情况,可再依照具体情形进一步采取矫正措施,以上表述即为针对几种基本形式的变形所惯常运用的加热矫正方法,而在实际生产过程中,并非仅有单一形式的变形,更多的是存在两种或者两种以上形式的综合变形,对于这些复杂变形,要依据具体情况选用恰当的方法进行加热矫正,其原则与步骤参见热矫正的步骤。将热矫正变形时,安排几名工人同时去操作,如此能够得到较好些的效果,对于有相互制约特点的零件所构成的构件而言,在进行矫正时,更应当由几名工人互相协作,并且同时从相应的那些位置展开加热矫正的行动。针对一些变形程度较大,刚性也较大的构件,倘若单靠热矫正存在困难之时,还能够同时借助外力去协作,利用帮助的工具。
13、于构件恰当部位,采用拉、压、撑、顶、打等方式,或者把构件某部位垫起或者悬空,以此促使构件变形能够得以矫正。需注意留心的是,绝对不可以用力过度,不然会损伤构件。还应当尽力避免矫枉过正这种现象出现。c.三角加热通常是等腰三角形,大多用于矫正弯曲变形。在弯曲构件凸出一侧加热,三角形的底边处于弯曲面凸侧边缘,顶点在弯曲面的凹侧,顶角一般是30至60,其大小依据构件尺寸以及变形的具体情形来定。在钢板厚度方向上,此种加热方法要求实现均匀收缩,所以针对此,加热深度应当是钢板的全厚,并且适宜使用中性焰。因为三角形加热的面积相对较大,所以收缩量也比较大,故而它常常被用于矫正包含多种类型材,以及厚度较大、刚性较强构件的弯曲、变形情况,有时候也会被用来矫正折皱变形和翘曲变形这几种常见状况。三角加热加热示意图如下:(1)。
14、板条呈现马刀形的弯曲变形状态,这种变形是在板平面内发生的,一般被称作马刀形弯曲 ,针对此弯曲热矫正时,三角形的水平收缩情况是,在弯曲的凸面实施加热行为 ,加热时采用常用的中性焰 ,加热位置在弯曲的凸侧 ,加热方式为进行三角形加热 ,以此来实现矫正目的,加热深度等同于板厚 ,同时三角形的分布需要与变形相互适配 ,通常在板条中部加热数量适当增多 ,每米范围设置1至2个 ,并且端部加热数量逐渐减少 ,三角形的大小是依据板条尺寸以及变形的具体状况来确定的 ,一般来说其腰长约为板条宽度的1/3。(2)型钢弯曲热矫正采用三角形加热。三角形加热,如图所示,是角钢弯曲变形示意图。对于型钢的弯曲变形,一般运用三角形加热法来矫正。不论型钢向哪一个方向弯曲,三角形顶点都应处于弯曲凹面侧,底边位于弯曲凸面一侧的边缘上,采用中性焰加热,加热深度为翼缘的厚度。一般而言,在型钢中部三角形的布置要适当多一些。
第15点,端部数量要削减,具体需依据变形的实际状况来确定。加热时三角形的大小得根据变形程度予以判断,一般来讲三角形的高度是型钢宽度的1/5至2/3。(3)T 形钢以及箱型件弯曲热矫正,采用三角形加热,像上图(a)所展示的那样,是 T 形构件焊后出现的上拱弯曲变形,矫正方法参照上述型钢弯曲的矫正方式,运用三角形加热法对竖板进行加热矫正就行。图(b)呈现的是箱形构件所发生的上拱弯曲变形情况,那么在进行矫正操作的时候,可采用中性焰针对上盖板实施线状加热,其所述加热深度乃是上盖板的厚度,而加热带的宽度大概是上盖板厚度的2倍。与此同时,要在两腹板上方开展三角形加热,并且加热最好是在有隔板的地方进行,目的在于提高矫正的效率以及质量,这里加热深度是腹板厚度,加热三角形的高度能够选取腹板高度的1/6至2/5。要是加热一次之后矫正未达成,还能够再次进行连续加热。
16、.1.2.8热矫正的程序,a.针对经进行分析以及调查的变形构件,特别是针对具备综合性变形的简单构件更加需要予以重视。首先,需要将构件放置于平台之上,弄清楚构件主要产生了哪些基本形式的变形,要着重留意分析是属于临时的弹性变形,还是属于永久性的塑性变形,对于体积较大且刚性较弱的构件要使用足够数量的支撑点,同时还需要考虑日照、温度等因素对于变形所产生的影响,以此避免造成假象。其次,要对引发变形的原因展开分析,唯有明确了原因,才能够开展矫正。最终,要去测量变形量究竟有多大从而做到心里有底,只因仅凭借视觉来推断极易造成造成差错,进而给矫正带来麻烦。b.在对构件的变形有着清楚的认知后确定矫正顺序,要依照变形的具体情形去确定恰当的矫正排序,通常所遵循的原则就是:倘若针对某一类变形展开矫正这种行为过程,能够让其他。
![图片[3]-钢结构矫正规范-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771505053167_2.png)
17、的变样子的那种状况朝着趋于简化以及明确的方向发展,或者能够削减在对其他变形作矫正时所存在的约束力,那么,应当先对这种变形予以矫正,当然,首先要矫正的那种变形,也不应该受到其他变形过大的约束力。要不然,那就后矫正这种变形,构件的各个部分始终是相互牵连并且相互制约的,比如说一开始矫正的第一种变形,在矫正之后有可能会让尚未矫正的第二种变形的约束力降低,但是当第一种变形矫正到一定程度之后,很可能又会受到第二种变形的制约,这个时候就应该放下第一种变形,转而矫正第二种变形。通常来讲,不太可能先把一种变形彻底矫正完毕之后再去着手矫正别的变形,应当将矫正变形视作为一项整体的工作体系,不可进行简单化、机械化处理。比如说箱形构件,要是既存在扭曲变形,又存在朝着一侧弯曲的旁弯变形,那就应当先矫正扭曲变形进而矫正旁弯变形。不然的话。
18、要是先对旁弯进行矫正,由于存在扭曲情况,矫正就会比较困难,就算矫正把旁弯矫正好了,在矫正扭曲的时候,又会滋生出新的旁弯。又比如说,T字构件焊接之后通常会出现角变形以及上拱变形,偶尔还会出现旁弯,综合考虑各方面情况,矫正的顺序是先矫正角变形,接着矫正上拱弯曲变形,最后矫正旁弯变形以纠正这种情况。当然,最终把旁弯变形矫正完后可能会再度引发一些上拱以及其他的变形。一般来讲,变形不会太大,再次进行矫正就可以了。构件在同时出现整体变形以及局部变形的时候,依照原则来说应当先对整体变形进行矫正,而后矫正局部变形。当然了,如果先对局部变形进行矫正对于整体的矫正明显有着益处的时候,那就应该先对局部变形进行矫正。就好比对于属于局部变形的角变形常常先给予矫正,而凹凸变形往往留在最终去矫正,对于折皱变形可视具体的状况或者先进行矫正或者后进行矫正的例子都是存在的。
19、热的部位以及方位,对热效果的影响因素是较多的,那种加热的位置,是其中最为主要的因素当中的一个,不一样的加热位置,能够矫正不一样的变形,要是加热位置不合适,不但无法达成预期的目的,并且有时候还会得到相反的结果。通常能够依照以上所讲述的原则方法,针对不同的变形构件确定具体的加热位置以及矫正方法。应尽可能地躲开在同一个位置反反复复地进行加热,不然的话,不但会对钢材组织造成负面的影响,而且矫正的效果也会明显地降低,下面这个式子是在同一位置重复性加热矫正之时,加热的次数与矫正量关系的经验公式,式中,S代表每次重复加热之后引发的收缩量,表示初次加热之后引发的收缩量,n代表重复加热的次数,在加热位置能够选择的情形下,应该尽可能地避开关键部位而挑选次要部位,如此能够避免热矫正之后引发的新的。
构件关键尺寸或螺栓孔因变形而转变,前面已提及,几名工人从构件不同部位同时加热,能大幅削减相互间制约力,于加热部位冷却后收缩有利,矫正效果会显著提高。对箱形钢结构整体,加热矫刚要谨慎,矫正工作量越少越好,以防引发难以处理的后果。依据被矫结构材质状况、变形部位钢材厚度,结合构件变形具体状况,确定接受的火焰和加热温度。应将加热的那个温度把控在620以下。e.要做好热矫正的预备工作,这一预备工作主要是去检查所需用到的设备、工具以及气体等情况,查看其是否符合规定,是否具备进行矫正的条件。检查减压器有没有故障,查看压力表是不是精确,检查瓶阀是不是会漏气,查看焊矩有无漏气和堵塞现象,还要看氧气和乙炔气的压力情况。
二十一号,测温用品到底合不合适,帮助的工具是不是很齐全等情况。五点三是矫正及修整,五点三点一是热矫正的时候要检测钢材的加热温度,得保证温度符合那标准要求,要避开矫正太多,矫正一次之后得留意去观看矫正的那些效果。五点三点二说得是热矫正的效果必须得等构件完全冷却之后才可以去检查。五点三点三是对于热矫正比较难实现的构件,应该和机械矫正配合在一块儿去进行矫正。五月三日四点,针对矫正进程里的凹面或者损伤,划痕深度超过标准的部位,由生产技术部门依照标准规划相应举措,并且由质管部门按照修补举措的要求对班组开展指导监督以及检查。五月三日五点,在接受焊接修补之时,班组应该严格施行我厂的焊接工艺规程和焊接程序。五月三日六点,热矫正不合格品依据不符合品把控程序里的相关规定予以处理。五月四日,矫正之后的检查,五月四日一点,受到热矫正的变形构件或者零件,等待完全冷却之后才能够进行检查与测量。在平台之上开展5.4.2检查,借助大平尺、直角尺、粉线、塞规、钢尺、水平仪、经纬仪这类测量用具以及量具,依据各部尺寸的要求来实施检查。矫正之后的钢材表面,不应该存在明显的凹面亦或是损伤,划痕的深度不能够大于0.5mm,并且不应该大于该钢材厚度负允许偏差的二分之一。5.4.3钢板矫正之后的允许偏差如下表所示:项 目允许偏差钢板的局部平面度(在1m范围之内) 5.4.4H型钢、T型钢、箱型件的旁弯、弯曲、扭曲要符合各项目标准的规定。11。











