
01V形坡口板对接平焊准备
1. 焊前准备
在进行V形坡口板对接平焊之前,需要充分的准备。
1.1 试板准备
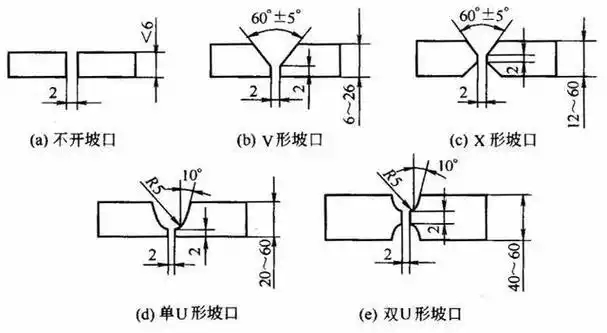
选取Q235钢当作材料,在此进程里,准备两块试板,它们尺寸是300mm×100mm×12mm,并且形状相同,采用V形坡口设计。
![图片[1]-V形坡口板对接平焊操作指南:从准备到焊接全过程详解-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1772025932503_0.webp)
1.2 设备及工具准备
要准备电焊机以及各类附件,其中有AX—320型电焊机,或者ZXG-300型电焊机。同时,还得准备锤子,敲渣锤,錾子,钢丝刷,毛刷,焊条盒,钢直尺,划针,样冲,以及焊缝测量器等工具呀。
1.3 焊材选择
![图片[2]-V形坡口板对接平焊操作指南:从准备到焊接全过程详解-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1772025932503_1.png)
要满足强度方面的要求,就要去挑选适宜的焊材。由于Q345钢有着对应的最低抗拉强度σb ,所以应该优先选择E40系列的焊条,为了能在更大程度上提高焊接的质量,建议运用E5015低氢碱性焊条展开施焊。
![图片[3]-V形坡口板对接平焊操作指南:从准备到焊接全过程详解-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1772025932503_2.webp)
1.4 焊前清理
将坡口区域的杂质,运用砂纸以及钢丝刷予以彻底清除。于开始焊接之前,借助砂纸、钢丝刷或者角向磨光机,把坡口面及其正反两侧各20mm范围以内的油污、铁锈、水分还有杂质,进行彻底清除,一直到金属光泽呈现出来。
![图片[4]-V形坡口板对接平焊操作指南:从准备到焊接全过程详解-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1772025932503_3.webp)
1.5 装配与定位焊
针对两块试板,要做到精准对齐,之后平放,以此来形成V形坡口对接接头。对于试板,需精准对齐后开展定位焊,同时对焊接参数加以控制。起始处的装配间隙设定为3mm,终止处的装配间隙增加到4mm,采用直径是3.2mm的E5015焊条,焊接电流处于90~120A的范围之内。
1.6 试板的打钢印与划线
针对试板,要标记号码,且当作测量的基准之线。借助钢印,清晰地打出考试编排的号码,并且于距离坡口边缘大概70mm的钢板表面,运用划针划出跟坡口边缘平行的线条。
1.7 预置反变形
![图片[5]-V形坡口板对接平焊操作指南:从准备到焊接全过程详解-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1772025932503_4.png)
对反变形量加以控制,以此来降低那个焊后出现变形的风险。在焊接的进程当中,鉴于V型坡口所作的设计,引起了正面金属填充过量这种状况,使得焊后出现变形变成了一个较为棘手的难题,所以在焊前开展反变形进行预先设置,这显得特别关键。
![图片[6]-V形坡口板对接平焊操作指南:从准备到焊接全过程详解-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1772025932503_5.webp)
02V形坡口对接平焊操作
2. 打底焊
在V形坡口对接平焊中,打底焊是非常关键的步骤。
![图片[7]-V形坡口板对接平焊操作指南:从准备到焊接全过程详解-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1772025932503_6.webp)
2.1 打底焊方法和电弧调节
打底焊常常会采用断弧焊或者连弧焊,断弧焊由于它所具备的独特的电弧时而熄灭时而燃烧的特性,借助调节燃烧、熄灭的时间以此来控制熔池的温度,从而被广泛地采用,开展打底焊的时候,要把试板放置在水平面,并且在左端定位焊缝的地方进行引弧,调节电弧的长度使得电弧的三分之二覆盖在熔池之上。
2.2 接头技巧
当焊条快要到尾声之际,要开展反方向拉回的操作。在做收弧以及换条的进程的时候,得留意避免弧坑缩孔的产生。
3. 填充焊
![图片[8]-V形坡口板对接平焊操作指南:从准备到焊接全过程详解-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1772025932503_7.png)
填充焊是对接平焊中不可或缺的一环。
![图片[9]-V形坡口板对接平焊操作指南:从准备到焊接全过程详解-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1772025932503_8.webp)
3.1 填充焊操作和注意事项
进行填充焊之际,于对电流以及运条幅度予以调整之时,要保证表面成形。得选用稍微大一些的电流,还应采用恰当的焊条倾角,运条方法能够挑选月牙形或者锯齿形。
4. 盖面焊
在盖面焊过程中,需注意技巧和细节的处理。
4.1 盖面焊技巧及注意事项
进行盖面焊之际,加大摆动幅度,防止出现咬边现象并保证表面具备美观性,于此同时,一定要保证熔池的边缘不会超出试板坡口表面的棱边2毫米,以此来防止焊缝过宽。










