
进行焊接时,去挑选适宜的焊接接头以及做合理的坡口设计,这极为关键。此文的目的是给您一份周全的指南,帮您明了怎样依据各异的焊接需求、去挑合适的接头种类以及开展恰当的坡口设计。循着这些指南,您就能保证焊接工作顺畅开展,同时提高焊接的质量与效率。
在焊接的工作里头,焊接接头的选择以及坡口的设计,是绝对不能缺少的环节。恰当的接头选择加上坡口设计,不但能够保证焊接的过程顺利开展,还能够大幅度提高焊接的质量以及效率。所以,深度去理解并且牢牢掌握这一指南,对于每一个从事焊接工作的人而言都是非常关键的。
有这样一种工艺,它叫焊接,是把两种或者更多金属永久地连接到一块,此工艺在好多工业领域里起着极为关键的作用。而焊接接头的选择以及坡口设计,是这个工艺里不可缺少的部分。正确地进行选择与设计,不但能够保证焊接过程顺利没有阻碍,还能极大地提高焊接的质量以及效率。所以,深入去理解并且熟练掌握这个指南,对每一位从事焊接工作的人来说都特别重要。
焊接结构,是经焊接工艺,众多部件、元件以及零件紧密相连构成的。所以,焊接接头性能质量,对焊接结构整体性能、安全性与可靠性,产生直接影响。长久以来,焊接工程领域专家,一直致力于深入实验研究焊接接头,这些努力,不但显著提升了焊接结构性能与可靠性,还进一步拓宽了焊接结构应用领域。
一、焊接接头
(1)焊接接头的基本类型
依靠熔焊、压焊以及钎焊等主要的焊接办法,能够制造出不一样类型的焊接结构,这些办法把金属结构连接成不可拆卸的连接接头,也就是焊接接头,涵盖熔焊接头、压焊接头以及钎焊接头,熔焊的应用最为广泛,所以本文会着重介绍熔焊接头的相关知识。
熔焊接头
熔焊接头是由焊缝金属,以及熔合线、热影响区和母材一起共同构成的。其中,焊缝金属是填充材料跟部分母材在熔化之后经过凝固而形成的铸造组织。再者,因为熔焊接头各个区域的化学成分和金相组织存在差异,所以其性能也跟着有所不同。另外,接头处有可能改变构件原本有的截面以及形状,从而引发不连续性以及缺陷,进而形成应力集中、焊接残余应力和变形等一系列问题,而这些因素都会对接头的性能造成不良的影响。
对于焊缝金属而言,一般会出现柱状晶铸造组织,这种组织的强度以及硬度常常比母材高,不过其韧性会有所降低。可是,借助恰当的工艺举措,像预热、缓冷或者调整热输入,能够获取符合特定性能需求的焊缝金属。焊缝金属同母材的强度进行比较,前者高于后者的情形称作高匹配,相反的情况则称作低匹配。
热影响区宽度不大,可是由于焊接温度场梯度大,各点热循环差异明显,致使组织和性能不均一。这种差异跟被焊金属的组织成分以及焊接热输入紧密相关。尤其要留意的是,焊接热循环后产生的“动应变时效”(也就是热应变时效)会使接头性能变差。和钢材、铝材等材料在低温(室温)下出现的“静应变时效”不一样,焊接热影响区的热应变在高温环境里加速了时效脆化,进而显著降低了接头的性能。因此,在焊接过程中应采取措施防止“动应变时效”的发生。
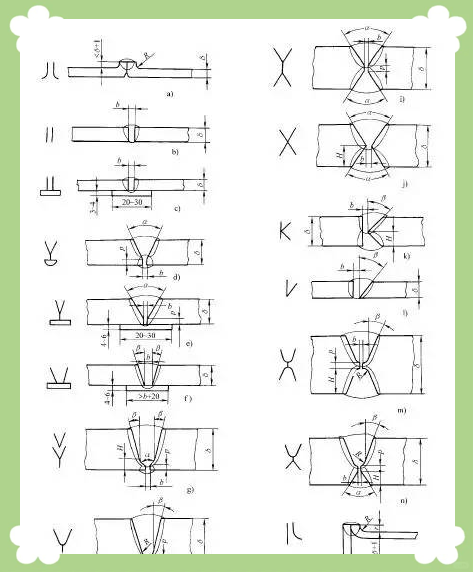
熔焊的时候,焊缝类型对焊接接头影响特别重要,主要有对接焊缝和角焊缝这两大类,它们一起拼成了好多焊接接头,像对接接头、角接接头、T形(十字)接头、搭接接头还有塞焊接头这些,这些接头的坡口形式跟尺寸,对焊缝形成以及质量起着决定性作用。
依据GB/T 985 – 1988标准,以及GB/T 986 – 1988标准,我们罗列出了常用的焊缝坡口基本形式,这些形式和图5 – 1里所展示的对接接头、角接接头、T形以及十字接头、搭接接头的坡口形式、尺寸,还有熔化形成的焊缝金属相契合,选择哪种坡口形式,不但要遵循上述标准,而且要结合焊件厚度以及行业、企业标准展开综合考量。比如,针对厚度是30mm的板对接情况,能够选择图5-1 i所展示的双Y形坡口,还能够选择图5-1 m所呈现的带钝边的双U形坡口。不管选择哪一种坡口,首要的任务在于保证接头质量,与此同时还要兼顾经济性。
![图片[1]-一、焊接接头-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1772104525988_0.png)
![图片[2]-一、焊接接头-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1772104525988_1.png)
![图片[3]-一、焊接接头-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1772104525988_2.png)
![图片[4]-一、焊接接头-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1772104525988_3.png)
电渣焊接头属于熔焊接头之中不可缺少的那一种,焊件厚度超过30mm时,特别是大断面焊缝,像焊件厚度超过60mm之处,电渣焊效率会明显高于电弧焊,图5-2呈现出常用的电渣焊接头基本形式,各种形式尺寸详见表5-7,实施电渣焊时,要保证工件位置能让焊缝自下而上形成,也就是适宜垂直位置焊接,电渣焊焊缝借助焊接材料与母材边缘在高温渣池里熔化堆积来完成,所以,焊缝内外侧要设置挡块以保障质量。电渣焊对大和特大焊接截面的焊件尤为适用,像厚壁压力容器、大直径轴这样的物件,还有厚壁管道以及大型机器件的拼焊这类情况。焊完之后,这些焊件一般得进行正火 – 回火以及高温退火热处理,从而消除因大焊接热输入致使的宽热影响区、粗晶粒以及高残余应力。
然而,电子束焊接接头属于熔焊接头里的一种特别类别。它借由聚焦的高速电子流去轰击焊件,把电子动能转变为热能,进而让焊接接头的焊缝区得以熔化。这种焊接方式能够应对各种特殊金属,并且适用于厚焊件,其焊缝的深宽比能够达到25:1。所以,它常常被使用于核反应堆元件、航空以及航天设备里的某些特殊金属、超高强度钢还有耐热合金零件的焊接。因为电子束直径细小,焊接能量又高度集中,所以焊接时无需添加填充金属,进而形成了电子束焊接头的一些独特特性。这种接头包含对接、角接、T形接以及搭接等形式,还有一种类似电渣焊的叠接端接形式,只是在这种形式里,焊件是紧密贴合的。
(2)压焊接头,之外还有上述所提到的熔焊接头,压焊属重要焊接方式,它涵盖电阻焊、摩擦焊、扩散焊、超声波焊、冷压焊以及爆炸焊等,当中电阻焊与摩擦焊凭借高效率在众多领域广泛运用,特别是于汽车工业里,这两种焊接方式的运用特别普遍,电阻焊中的点焊与缝焊常常采用搭接接头,而凸焊是点焊的一种变体,其接头形式丰富多样,高频电阻焊大多采用对接的方式,也有一部分采用搭接接头。采用对接接头的是电阻对焊,值得一提的是,随着工艺发展,它已能够焊接超过²的大截面,所以在锅炉压力容器制造中发挥着重要作用,摩擦焊接头同样以对接作为主要形式,另外,关于其他压焊接头形式及其应用的详细信息,能够查阅相关资料。
钎焊接头,它存在着分成多种多样的类别这种情形,然而其基本的类别是对接接头以及搭接接头。
(2) 熔焊坡口形式的选择
取决于其形状,熔焊坡口的选择可分为三类,一类是基本型,像I形、V形这类;一类是特殊型,如卷边坡口、带垫板坡口那般;还有一类是组合型,也就是上述类型的组合。选择的时候,要深入多方综合寻思工厂条件、工艺要求等众多因素。
工厂进行加工时具备条件:那就是不同的坡口类型,所需要的加工方法是不一样的。比如说,双V形、Y形、单边V形这类坡口,可以借助气割或者等离子弧切割来予以加工,并且金属切削方法同样作为一种选择存在。然而,双U形、带钝边U 形这些坡口,通常来讲是需要运用刨边机来实施加工的,虽然近些年来也有相关报道表明可以运用气割方法对U形坡口进行加工,不过其效率相对而言是比较低的。
考虑可达性时,选择坡口之际,还得考量它的可达性。采用Y形坡口的接头,施焊时通常无需翻转,采用带垫板Y形坡口的接头,施焊时通常无需翻转,采用带垫板V形坡口的接头,施焊时通常无需翻转,这对内径较小的容器或管道适用,这对不便翻转的结构适用。还有,为避免仰焊情况,为避免无法从内侧施焊的情况,这种坡口常被采用,这种焊缝形式也常被采用。
对于焊接材料的节约而言,在减少焊接材料消耗这个方面,不同的坡口是存在显著差异的。通常来讲,那种熔敷金属量比较小的坡口类型,像Y形、双U形等,会致使焊接材料的消耗量有所降低,进而节省加工时间。特别值得一提的是,针对于大厚度的焊接接头,采用这种具有经济性的坡口是更为适宜的。
另外,针对于那些不适合采用电渣焊或者电子束焊的特厚件焊缝而言,窄间隙焊同样是一种常常会被选用的办法。
影响焊接变形与应力,不同焊接方法,会致使不同焊接变形和应力,比如单面焊常常会引发角变形与焊缝根部格外显著的焊接残余应力,故而选择坡口形式以及工艺的时候,必须考量这些因素,从而保证获取合格的焊接接头。
此外,焊缝表面的形态得留意,它能够是凹陷着的,也能够是凸起着的,还能够是跟母材处于平齐状态的。后面这种情况有时得过了加工这一步骤才可以达成要求。与此同时,角焊缝的形式存在着好多好多种,像等边角焊缝以及不等边角焊缝都涵盖在内。其中,直角焊缝呈现出四种不一样的形式,就如同图5-3所展示的那样。
另外,角焊缝具有特征尺寸,此尺寸为焊脚尺寸K,它所代表的是,焊缝内接的等腰直角三角形当中,直角边的长度,这一尺寸,对于评估角焊缝质量而言,至关重要,对于控制角焊缝的质量来说,同样至关重要。
(3) 工作接头、联系接头与密封接头
提及的焊接接头类型,主要靠着焊接工艺去区分,然而,实际上这些类型跟焊接结构的焊缝承载状况关联紧密。焊缝身为焊接结构里关键一处,能分成承载焊缝与非承载焊缝,行业里一般叫工作焊缝和联系焊缝。工作焊缝有着把结构里作用力从一个零件传至另一个零件的重要任务,它的焊缝和零(构)件串联,得经过强度计算来保证可承受对应的载荷。然而,联系焊缝却跟零(构)件呈并联状态,并且它们一块儿承受力、发生变形,就算焊缝遭到破坏,也不会对整个结构的安全性造成严重影响。所以,传递作用力并不是它的首要任务,一般情况下不需要进行强度计算。
然而,有更全面的观点认为。一个完整的接头是什么样的?它可不只是包括焊缝。它还包括熔合线,以及热影响区等部分。这些部分会出现什么情况?它们有可能直接承受载荷,或者与零(构)件并联但并不直接承受载荷。基于这样的理解,有资料又进一步提出了分类。提出了工作接头、联系接头和密封接头的分类。其中,密封接头的主要职责是什么?是防止泄漏。所以,它大多是属于工作接头范畴的。
![图片[5]-一、焊接接头-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1772104525988_4.png)
![图片[6]-一、焊接接头-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1772104525988_5.png)
(4) 焊接接头的工作应力分布
在实施焊接的时候了,熔焊接头的工作应力分布并非均匀一致的,这就表明存在应力集中这种状况了。不同种类的接头,其应力集中的情状同样会显示出存在不同的。当中,对接接头的应力集中程度相对来看是比较小一些的,它的结构形式是最为简单的了,力的传递途径也是挺为直接明显的,所以就被看作是最为合理且典型的一种焊接接头形式。可是,即便即使是对接接头,在有着较大余高或者过渡圆弧半径比较小这样的情况时候下,应力集中现象便也就会加重加剧了。图5 – 5将对接接头里的应力分布情形给展示出来了,图5 – 6呀,它更加具体地把应力集中系数Kσ,是怎样随着余高h以及过渡圆弧半径r发生变化,进行了描绘呢。
![图片[7]-一、焊接接头-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1772104525988_6.png)
![图片[8]-一、焊接接头-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1772104525988_7.png)
T形也就是十字接头,因从母材到焊缝的过渡十分急剧,力的传递转折极大,致使力线扭曲且应力分布不均,所以容易出现较大的应力集中。其应力分布状况如图5 – 7所示 ,能够看出 ,不开坡口角焊缝构成的T形十字接头 ,其最大应力集中在角焊缝的根部 ,也就是Ⅰ – Ⅰ 、Ⅱ – Ⅱ截面的A点以及Ⅲ – Ⅲ截面的B点。然而 ,要是进行开坡口焊透 ,那么应力分布将会得到显著改善 ,如图5 – 7b所示。
造船业里,T形(十字)接头所占比例高达70%之多,所以改善其应力分布极为关键。对于由Ⅰ形坡口的角焊缝构成的T形(十字)接头,随着焊脚尺寸增大且θ角减小,应力集中现象会渐渐降低。尤其是θ角小于或者大于45°,也就是形成像图5 – 3d所展示的不等边角焊缝时,只有长边顺着力线方向(也就是θ)
另一方面,由角焊缝构成的搭接接头,其应力分布是不是均匀的呢,答案是否定的,它并非理想的结构接头形式,特别是在动载以及低温环境下,更应当避免使用。尽管如此,因为搭接接头装配简便,还有焊前准备简单,除此之外构件收缩量小等优点,它仍然被广泛应用于受静载的建筑结构以及薄板制造的储罐结构之中等。值得留意的是,搭接接头能划分成正面搭接以及侧面搭接这两种形式,当中不但有角焊缝横截面上应力分布不均衡的情况(和T形接头角焊缝相类似),并且正面与侧面搭接焊缝里的应力分布也存有差别,尤其是侧面搭接焊缝,它沿着焊缝长度的应力分布不均衡问题格外显著,所以,在实际运用里要格外注意挑选恰当的接头形式以及尺寸,借此保证结构的稳定性与安全性。
![图片[9]-一、焊接接头-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1772104525988_8.png)
二、焊接接头的设计特点
于工程实践里头,焊接接头的设计相当关键,其直接对结构的稳固性以及安全性产生影响。鉴于实际受力情形常常极为复杂,故而设计者于构思接头之际务必全面考量,从而保证结构能够抵挡各类潜在风险。
![图片[10]-一、焊接接头-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1772104525988_9.png)
![图片[11]-一、焊接接头-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1772104525988_10.png)
进行焊接结构设计,去挑选接头(焊缝)形式,要选那种简单的,应力集中程度低的,不破坏结构连续性的类型。具体而言,得选不会或很少让力线密集或者出现转折的接头与焊缝。当中,对接接头因有优越性成首选,其次是T形(十字)接头。至于搭接接头,虽说在些静载且非关键结构当中为施工方便还能考虑采用,不过并非是理想选择。
2)在条件许可的情形下,应当尽可能把焊接接头放置在承受较小工作负荷的地方,并且要保证其处于构件几何尺寸以及形状维持不变的区域内(句号)。
设计角焊缝之时,要留意焊脚尺寸不宜过大这一情况,搭接角焊缝同样不宜过长。应力沿角焊缝截面分布并非均匀,截面尺寸越大,这种不均匀性越显著,致使大截面角焊缝承载能力降低。并且,随焊脚尺寸增大,焊接材料与工时消耗会显著增多。在搭接接头里,正面角焊缝刚度与实际强度高于侧面角焊缝,所以具有正侧面角焊缝联合的搭接角焊缝在应力分布上有不均现象。此外,侧面角焊缝沿其长度方向呈现出并非均匀的应力分布状况,所以,针对重要结构或者变形能力比较差的接头而言,需要特别留意留意这些问题。
4) 鉴于钢板于厚度方向也就是Z向的性能相对而言比较差,因而在构成T形,也就是十字接头的时候,要是需要在厚度方向之上传递外力的话,那么应当选用Z向钢。
因焊接接头刚度较大,且又在焊缝达屈服前变形量极小,所以对于当作铰接点的接头,像桁架的节点这般,或许就会产生较高的附加应力。针对当下这一状况,能够采取减小焊接截面、调整焊缝位置等举措,以此来增加接头的柔性。
1. 设计进程当中要充分考量制造厂的实际情形,以此来提升设计接头的工艺特性。2. 这涵盖着尽量去削减焊接结构的接头种类以及焊接方法品类,让接头尺寸趋向单一化。3. 要确保施工之际的可达性良好,像是焊接之时的可接近程度以及焊接完毕后的可检验程度。4. 并且要保证施焊过程具备简便特性等。
![图片[12]-一、焊接接头-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1772104525988_11.png)
进行接头强度计算时,通常不考虑应力分布方面的不均匀性,也不考虑焊接残余应力。但要注意,这种计算方法做过一些假定,也有过一些简化。对于处于苛刻工作条件之下的接头,比如低温环境下的接头,或者动载情况下的接头,抑或是高接头刚度情形下的接头,都需适当考虑这些因素。与此同时,对于在腐蚀环境里运行的焊接结构接头,其细节设计也需要予以特别关注。
1)以许用应力法为基础的计算
图5-9呈现出典型对接接头以及其所受之力的状况,对接接头强度的计算,是依据表5-8里的公式的。必须留意的是,这种用以计算的方式并未兼顾接头里的应力集中、焊接残余应力,还有焊缝应力的均匀分布情况。当两块板对接而且厚度的差值超出规定数值的时候,厚板上要削出斜面,目的在于保证计算具备有效性。
②搭接接头强度计算:图5-10把典型的搭接接头及其受力情形描绘了出来。和对接接头类似,搭接接头强度计算主要是围绕角焊缝开展的。计算时,我们做了以下假定:一是把内接等腰直角三角形的高(也就是K0)当作计算厚度,还假定它和焊脚尺寸K成一定比例,像K0≈0.7K;二是角焊缝强度计算主要依据切应力破坏理论,就是接头上承受弯矩时,产生的应力也假定是切应力。这些假定,将计算过程予以简化,然而,在实际运用当中,需要依据具体情形来开展调整。
![图片[13]-一、焊接接头-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1772104525988_12.png)
第三,于计算进程当中,我们将正、侧面角焊缝之上应力不一致状况以及焊缝应力散布的不均衡情形予以简化,这给计算带来了方便。然而,要留意的是,伴随侧面搭接焊缝长度的增长,应力的不均衡程度也会相应地加大。所以,在开展计算之际,我们设定了对应的限制条件,用以保证计算的精确性。
第四,关于角焊缝的最小焊脚尺寸,我们一般规定它不可小于4mm。要是板厚小于4mm,那么焊脚尺寸能够和板厚维持相同。另外,图5-10呈现出各类搭接接头的强度计算方式,还给出了对应的计算公式以及表格,以供我们于实际计算时参考。
③T形接头强度的计算:
可以由角焊缝构成T形及十字接头,如图5-7a所示,这种接头形式会产生应力集中。而且,它们也能够由对接焊缝,比如K形坡口焊缝构成,如同图5-7b展示的那样,后者在应力集中范围内要小很多。表5-8列举了这两种焊缝的强度计算方式。需要留意的是,角焊缝的强度计算和搭接角焊缝的强度计算方法一样,而后者又跟对接焊缝强度的计算方法相契合。
在承受压力情形下,T形接头的立板跟盖板能够紧密抵接,进而显著提升其承受压力的能力,这时,可运用式(5-20)开展强度计算,当集中力既不平行于焊缝也不垂直于焊缝时,我们能够把作用力分解成两部分,之后分别进行强度计算,如同图5-11d以及表5-8中式(5-26)所呈现的那样。
![图片[14]-一、焊接接头-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1772104525988_13.png)
2) 极限状态设计法被应用于焊缝连接计算当中。GB 50017 – 2003《钢结构设计规范》被依据着 ,焊接连接于钢结构里有着重要地位。该规范针对对接接头、 T形接头上的焊缝 、角接头上的焊缝以及搭接接头上的焊缝 ,给出了多种焊缝形式 ,这个多种焊缝形式涵盖对接焊缝 、直角角焊缝(可见图5 – 3) 、斜角角焊缝(可见图5 – 13)以及对接与角接的组合焊缝(可见图5 – 12)。于挑选焊缝之际,务必要周全考量结构的关键程度、载荷的特性表现、焊缝呈现的样式样子、运作的环境状况以及应力的状态情形等好些因素,进而判定要不要采用熔透焊缝以及不同的质量等级。比如说,承受疲劳作用的构件的对接焊缝一定要焊透,且焊缝质量应当达到I、II级;对于不考量疲劳但要求与母材具备同等强度的焊缝,同样需要焊透,并且要保证质量不低于II级水准 ;至于采用重级工作制的吊车梁或者起重量超过50t的中级工作制吊车梁当中,腹板与盖板间的角焊缝则要求开设坡口予以焊透标点!
![图片[15]-一、焊接接头-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1772104525988_14.png)
表5-8 熔焊接头静载强度的计算(许用应力法)
焊缝强度的计算公式详见表5-9。
![图片[16]-一、焊接接头-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1772104525988_15.png)
![图片[17]-一、焊接接头-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1772104525988_16.png)










