
1 什么是焊接接头?它有哪几种类型?
焊接方法连接而成的接头被称作焊接接头(简而言之叫做接头),它是由焊缝,以及熔合区、热影响区和其紧邻的母材共同构成的,在焊接的结构里焊接接头发挥着两方面的作用,其一乃是连接的作用,也就是将两个焊件连接成为一个整体,其二是传力的作用,即传递焊件所承受的载荷。
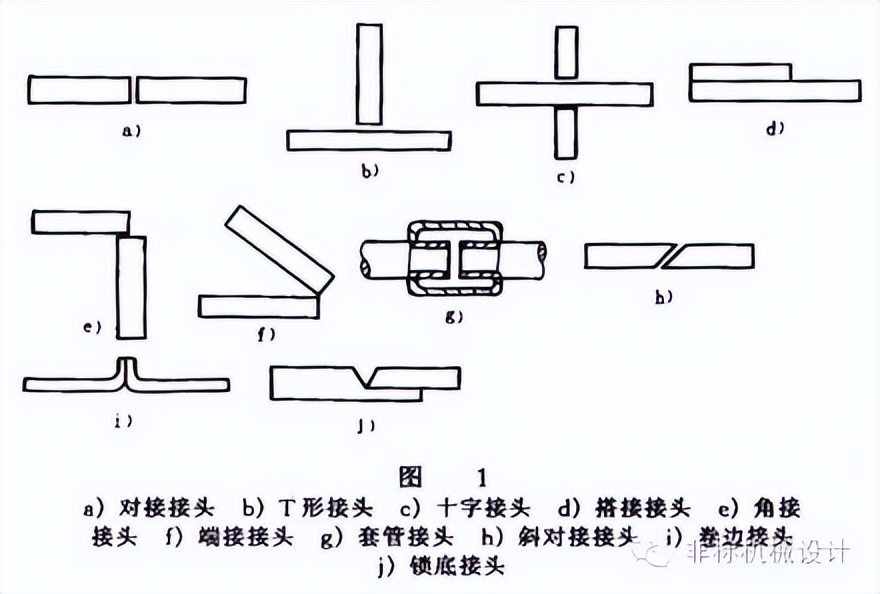
按照GB/T3375—94《焊接名词术语》里的规定,焊接接头能够分成10种类型,分别是对接接头,T形接头,十字接头,搭接接头,角接接头,端接接头,套管接头,斜对接接头,卷边接头以及锁底接头如同一幅图1所示,当中以对接接头以及T形接头运用最为常见。
![图片[1]-焊接工艺基本知识-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1772115359912_0.jpg)
二万套机械图纸及模型
2 什么是坡口?常用坡口有哪些形式?
因设计所需,或者工艺所需,把焊件的待焊部位处理成具备一定几何形状的沟槽,这称作坡口。而开坡口的目的在于,能够获取在焊件厚度方向上达到全部焊透状态的焊缝。
GB985—88《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸》、GB986—88《埋弧焊焊缝坡口的基本形式及尺寸》标准,制定了坡口的各形式,常用的坡口形式包含I形坡口、Y型坡口、带钝边U形坡口、双Y形坡口、带钝边单边V形坡口等,见图2。
![图片[2]-焊接工艺基本知识-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1772115359912_1.jpg)
3 表示坡口几何尺寸的参数有哪些?它们各起什么作用?
![图片[3]-焊接工艺基本知识-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1772115359912_2.png)
⑴ 坡口面 焊件上所开坡口的表面称为坡口面,见图3。
![图片[4]-焊接工艺基本知识-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1772115359912_3.jpg)
⑵ 焊件表面垂直面与坡口面间夹角被称作坡口面角度,两坡口面之间的夹角称作坡口角度,此情况可见于图4。
![图片[5]-焊接工艺基本知识-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1772115359912_4.jpg)
开单面坡口之际,其中坡口角度等同于坡口面角度;而开双面对称坡口之时,坡口角度等于两倍的坡口面角度。那坡口角度,又或者说那坡口面角度,应当确保焊条能够自由地深入到坡口内部,不会与两侧的坡口面相撞,然而角度要是太大的话,将会耗费过多的填充材料,并且还会降低劳动生产率。
⑶焊前,接头根部之间预留的空隙称作根部间隙,它也被叫做装配间隙。在焊接底层焊道之际,根部间隙的作用是确保根部能够焊透。所以,根部间隙过小时,在根部会产生焊不透的状况;然而,根部间隙过大的话,又会致使根部烧穿,进而形成焊瘤。
⑷焊件开坡口之际,沿焊件厚度方向,处于未开坡口状态的端面部分,人们将其称作钝边。该钝边具备防止根部烧穿的作用,然而,要是这个钝边值过大了,那么又会导致根部出现焊不透的情况。
第⑸点,根部半径,也就是 U 形坡口底部那被称作根部半径的半径,其这样的作用在发挥着用处,即增大坡口根部的横向空间,进而让焊条得以伸入根部,最终促使根部实现焊透 ,它是如此这般的存在。
4 试比较Y形、带钝边U形、双Y形三种坡口各自的优缺点?
当焊件厚度相同时,三种坡口的几何形状见图5。
![图片[6]-焊接工艺基本知识-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1772115359912_5.jpg)
⑴Y形坡口
1)坡口面加工简单。
![图片[7]-焊接工艺基本知识-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1772115359912_6.png)
2)可单面焊接,焊件不用翻身。
焊件厚度较大时,焊接坡口空间面积大,填充材料多,进而生产率低。
4)焊接变形大。
⑵带钝边U形坡口
1)可单面焊接,焊件不用翻身。
2)焊接坡口的空间面积是比较大的,填充材料的数量是比较少的,当焊件的厚度相对较大的时候,其生产率相较于Y形坡口而言是更高的。
3)焊接变形较大。
因坡口面根部半径的地方进行加工存在困难,所以对这种坡口的大量推广应用造成了限制。
⑶双Y形坡口
1)双面焊接,因此焊接过程中焊件需翻身,但焊接变形小。
![图片[8]-焊接工艺基本知识-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1772115359912_7.png)
坡口面加工,相较于Y形坡口 ,复杂性略高了些,然而,又比武带钝边 U形坡口的,要简单一些。
3)其坡口面积处于Y形坡口与带钝边U形坡口的范围之间,所以生产率相较于Y形坡口要高些,并且填充材料比Y形坡口也要少些。
5 常用的垫板接头有哪几种形式?它有什么优缺点?
将一块与母材成分相同的垫板,放置在坡口背面,以此在焊接的时候,能够获得全焊透的焊缝,且根部不会被烧穿,这样的接头被称作垫板接头。
常用的垫板接头形式存在多种,其中包括,I形带垫板坡口,V形带垫板坡口,Y形带垫板坡口,单边V形带垫板坡口等状况,可参考图6。
![图片[9]-焊接工艺基本知识-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1772115359912_8.jpg)
垫板接头的操作技能,相较于单面焊双面成形而言,更为简单,更易于掌握,常常被应用于背面没有办法进行施焊的场合,像是小直径圆筒环缝、夹套容器环缝这类情况。它存在的缺点是,当垫板跟筒体的椭圆度并非一致的时候,在把两者装配到一起时,局部位置会留有缝隙,在进行焊接时,熔渣流入该缝隙后无法实现上浮,所以容易形成夹渣。
《钢制压力容器焊接工艺评定》里规定,有衬垫的单面焊,其弯曲角度、可依照双面焊的弯曲角度标准,要是需要更加多的非标设备模型,那就请看下方。
一万多套非标模型











